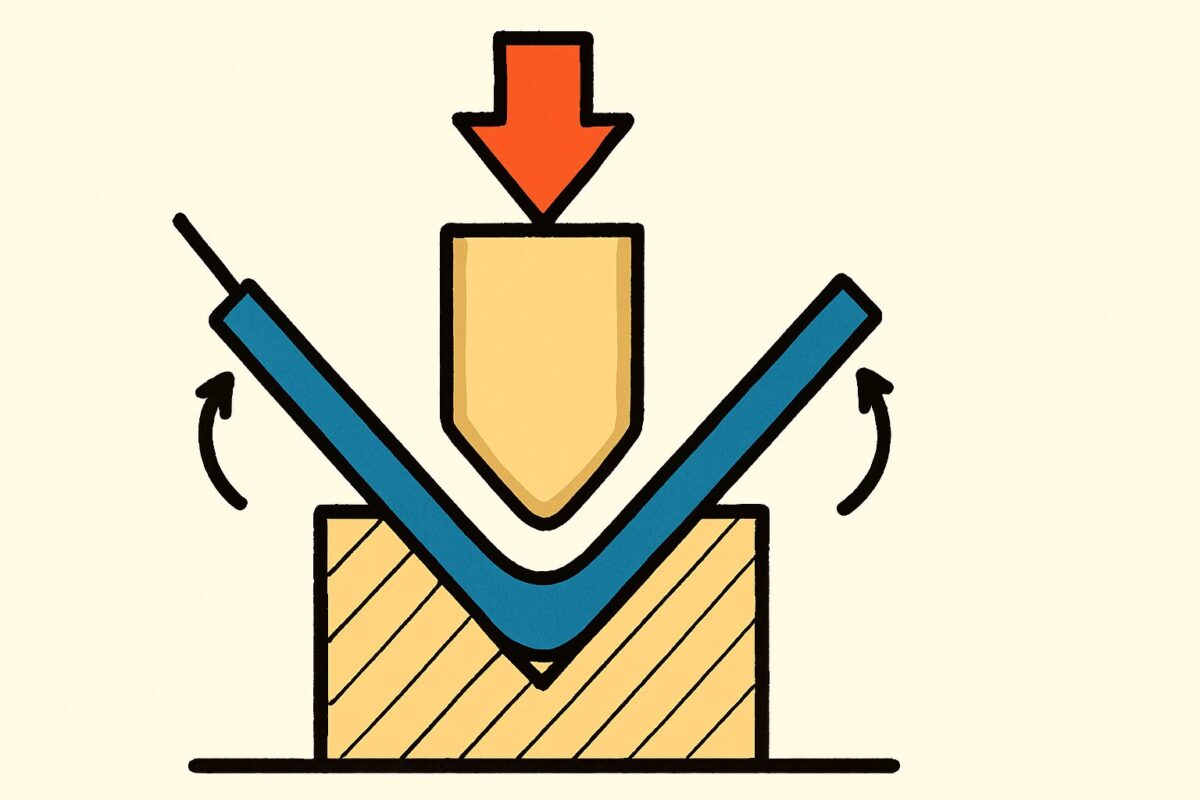
板金加工は、薄い金属板を切断・曲げ・溶接などの工程を経て、
さまざまな形状の部品を作る加工方法です。
自動車・家電・機械・建築など幅広い分野で使用され、
軽量かつ高精度な部品を製作できるのが特徴です。
設計段階で板金加工の特性を理解し、
適切な形状や材料を選定することが、
コスト削減や品質向上のカギとなります。
この記事では、板金加工の基本と
設計時のポイントについて解説します。
板金加工の主な特徴
板金設計時のポイント
板厚を統一する
異なる板厚を使うとコストが上がる
👉 できるだけ同じ板厚で設計し、材料コストを削減
曲げR(アール)の設定
板金の曲げ加工には「曲げ半径(R)」が必要
👉 Rが小さすぎると割れの原因になるため、適切な曲げ半径を指定
曲げ方向を統一する
複雑な曲げがあると加工費が高くなる
👉 曲げ方向を統一し、シンプルな設計にすることでコスト削減
穴の配置を最適化
曲げ部に近すぎる穴は変形しやすい
👉 穴は曲げ部から十分に離して設計する
組み立てを考慮する
ネジ・カシメ・溶接など、最適な固定方法を選ぶ
👉 組み立てがスムーズにできるように設計する
板金加工は、軽量で強度のある部品を効率よく製造できる方法です。
設計時には、曲げや穴の位置、板厚の選定などを適切に行い、
加工しやすくコストを抑えた形状を考えることが重要です。
適切な設計を行うことで、
精度の高い製品を低コストで製造でき、
品質の向上につながります。
曲げ加工時の注意点
曲げR(アール)を適切に設定する
曲げ半径が小さすぎると、割れや変形が発生する
👉 材料の種類に応じて適切なRを設定
(例:鉄板なら板厚の1.0~1.5倍が目安)
曲げ部の穴や切り欠きの位置に注意する
曲げ部の近くに穴を配置すると、穴が変形してしまう
👉 穴の中心は曲げ部から「板厚×3」以上離す
曲げ方向と繊維方向(材料の圧延方向)を考慮する
圧延方向(繊維方向)に直角に曲げると、割れやすい
👉 可能な限り、圧延方向と平行に曲げる
曲げ戻り(スプリングバック)を考慮する
曲げた後に材料が少し元の形に戻る現象が発生する
👉 適切な角度補正を行う
(例:90°曲げなら、少し狭い88°で加工)
曲げ加工の順番を考える
複雑な形状では曲げる順番を間違えると加工ができない
👉 干渉を避けるため、加工工程を事前に確認する
曲げ公差を適切に設定する
曲げ加工では±0.1mmの高精度は難しい場合がある
👉 一般的な曲げ公差(±0.2mm~±0.5mm)を考慮する
板金の曲げ加工では、曲げ半径・穴の位置・材料の繊維方向・
曲げ戻り・加工順番・公差設定などを考慮することが重要です。
適切な設計を行うことで、加工しやすく、精度が高く、
コストを抑えた部品を作ることができます。
曲げ加工の特性を理解し、
より良い設計を目指しましょう!
曲げ加工が向いている材質とは?
板金加工において、曲げ加工は最も一般的な加工方法の一つです。
しかし、材質によって曲げやすさが異なり、
適切な選定をしないと割れ・変形・スプリングバック(曲げ戻り)などの問題が発生します。
本項では、曲げ加工に適した代表的な材料(SPCC・SPHC・SS400・SUS304)について、
それぞれの特性と注意点を解説します。
曲げ加工に向いている材質と特徴
SPCC(冷間圧延鋼板)・SPHC(熱間圧延鋼板)
▶ 特徴
▶ 曲げ加工のポイント
▶ 向いている用途
- 一般的な機械部品、シャーシ、ブラケット、カバー類
SS400(一般構造用鋼)
▶ 特徴
▶ 曲げ加工のポイント
▶ 向いている用途
- 構造フレーム、架台、ブラケット、支持部品
SUS304(ステンレス鋼)
▶ 特徴
▶ 曲げ加工のポイント
▶ 向いている用途
- 食品・医療機器、屋外機器、耐食性が求められる部品
| 材質 | 特徴 | 曲げ加工のポイント |
|---|---|---|
| SPCC (冷間圧延鋼板) | 表面が滑らかで寸法精度が高い | 板厚の1.0倍以上の曲げR |
| SPHC (熱間圧延鋼板) | 加工性が良くコストが低い | 酸化スケールの処理が必要 |
| SS400 (一般構造用鋼) | 強度が高く加工しやすい | 繊維方向に注意 板厚1.2~1.5倍の曲げR |
| SUS304 (ステンレス鋼) | 耐食性が高いが加工硬化しやすい | スプリングバック対策 板厚1.5倍以上の曲げR |
曲げ加工を成功させるには、材質ごとの特性を理解し、
適切な曲げ半径や加工方法を選定することが重要です。
適切な設計を行い、加工性・コスト・品質のバランスを
取った製品作りを目指しましょう!
まとめ
板金加工は、コスト・強度・精度のバランスを取るのに優れた加工方法です。
しかし、適切な設計をしないと加工コストが増加したり、
組立時の問題が発生することもあります。
設計時には、以下のポイントを押さえることが重要です。
▶ 材料の選定(SPCC、SUS304 など用途に応じて選ぶ)
▶ 曲げ加工の特性(最小曲げ半径やスプリングバックを考慮)
▶ 加工しやすい形状(抜き加工・溶接のしやすさを意識)
▶ 公差設計(過剰な精度を避け、適正なコストを確保)
板金加工の特性を理解し、設計段階で加工性を考慮することで、
品質向上とコスト削減を両立できます。
ぜひ、実際の設計に活かしてみてください!










コメント