
皿ねじ(さらねじ)は、頭部が平らな円錐形(テーパー形状)をしたねじで、
締め付けたときに頭が部材の中に埋まる構造が特徴です。
見た目がスッキリしており、機械設計や製造業の現場で、
外観を整えたい場所や、部材表面をフラットにしたい箇所に多く使用されます。
この記事では、皿ねじの基本的な特徴から用途、選定のポイントまで、
初心者の方にもわかりやすく解説します。
皿ねじの基本構造と特徴
皿ねじは、頭部が「円錐状」に加工されているため、
ねじを締め付けると部材の中にきれいに埋まるようになっています。
🔹 主な特徴
皿ねじの主な用途
皿ねじは「表面に出っ張りを作りたくない場所」で多く使われます。
具体的には以下のようなシーンがあります。
🔹 代表的な使用例
例えば、ロボットの外装カバーや制御盤の前面パネルなど、
見た目と機能の両立が求められる場所でよく使われます。
六角穴付き皿ねじの寸法表(M3〜M12)
機械設計でよく使うサイズをわかりやすく解説
六角穴付き皿ねじ(キャップ皿ねじ)は、
頭部がフラットで美しく仕上がるねじです。
六角レンチで締め付けできるため、見た目と作業性を両立でき、
装置の外観パネルやスライド部などに幅広く使われています。
💡 ポイント
この記事では、機械設計者がよく使う
M3〜M12の寸法表 をわかりやすく紹介します。
六角穴付き皿ねじの寸法表【目安値】
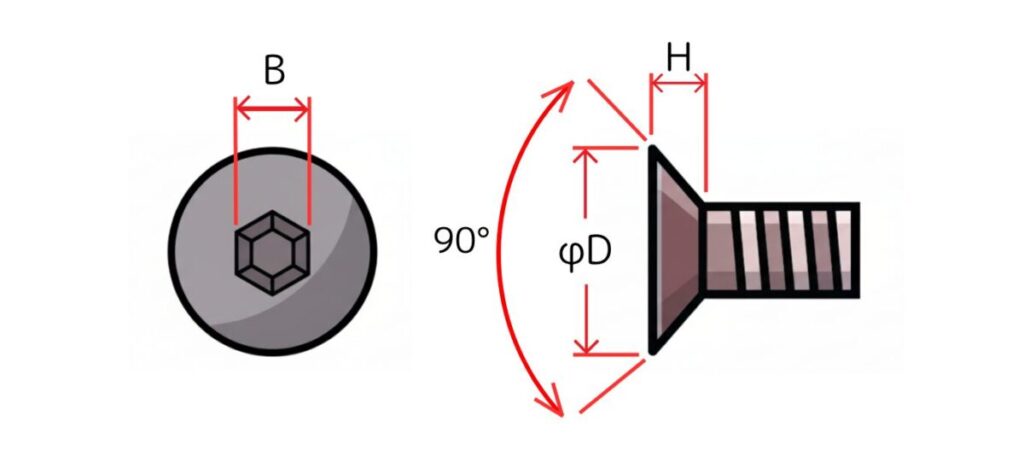
| 呼び径 (M×P) | 頭部外径 D (mm) | 頭部高さ H (mm) | 六角穴二面幅 B (mm) |
|---|---|---|---|
| M3×0.5 | 6 | 1.7 | 2.0 |
| M4×0.7 | 8 | 2.3 | 2.5 |
| M5×0.8 | 10 | 2.8 | 3.0 |
| M6×1.0 | 12 | 3.3 | 4.0 |
| M8×1.25 | 16 | 4.4 | 5.0 |
| M10×1.5 | 20 | 5.5 | 6.0 |
| M12×1.75 | 24 | 6.5 | 8.0 |
寸法の見方と設計時のポイント
頭部外径(D)
皿ねじを埋め込む「皿穴」の径を決める際の目安。
皿穴が小さいと頭が出っ張り、大きすぎると段差ができます。
頭部高さ(H)
皿の深さ(どれくらい沈むか)を表します。
皿穴加工時は、Hより少し深め(0.1〜0.2mm程度)に
加工するときれいに面一になります。
六角穴二面幅 (B)
使用するレンチサイズ。
例:M6なら4mmレンチ、M8なら5mmレンチを使用します。
皿穴加工について
皿ねじを使用する場合、必ず90°皿穴加工を行います。
専用の皿ドリルやカッターで、図面に「皿角90°」を明記しておきましょう。
見た目を完全にフラットに仕上げたい場合
例えば、同じ「M6皿ねじ」でも、
頭部外径や皿の角度、座面形状が微妙に違うことがあります。
そのため、見た目を完全にフラットに仕上げたい場合や、
外観部品で段差を出したくない場合は、以下のような対応をおすすめします。
対応方法
JIS規格を基準にしていても、
実際の製品寸法に数値差があることがあります。
使用予定のメーカー(例:メーカーやねじ専門商社)の
カタログを必ず確認しましょう。
現場で実際のねじを仮組みし、
わずかな段差を見ながら皿ぐり深さを調整する方法です。
特に、外観重視の製品やアルミ・樹脂部品ではこの方法が確実です。
ワンポイントアドバイス
フラット仕上げを追求する場合、
「皿ねじの実測値+0.1mm-0.3mm程度の余裕」で皿ぐりを設計すると、
見た目がきれいに揃いやすくなります。
つまり、図面だけで完結させず、
現物確認とメーカー寸法のチェックを組み合わせることが、
美しく精度の高い仕上がりにつながります。
皿ねじを頭の高さより薄い板に使用する際の注意点と対策
皿ねじは、頭部が円すい形になっており、
座面を板に沈めてフラットに仕上げることができるねじです。
見た目がきれいで、出っ張りのない構造にできるため、
機械設計でもよく使われます。
しかし、板厚が皿ねじの頭の高さより薄い場合には注意が必要です。
そのまま皿もみ(皿座ぐり)を行うと、
以下のような問題が発生します。
- 板の裏側まで皿もみが貫通してしまう
- 板が変形したり、ねじが適切に座らなくなる
- 座面が不十分で、締結力が安定しない
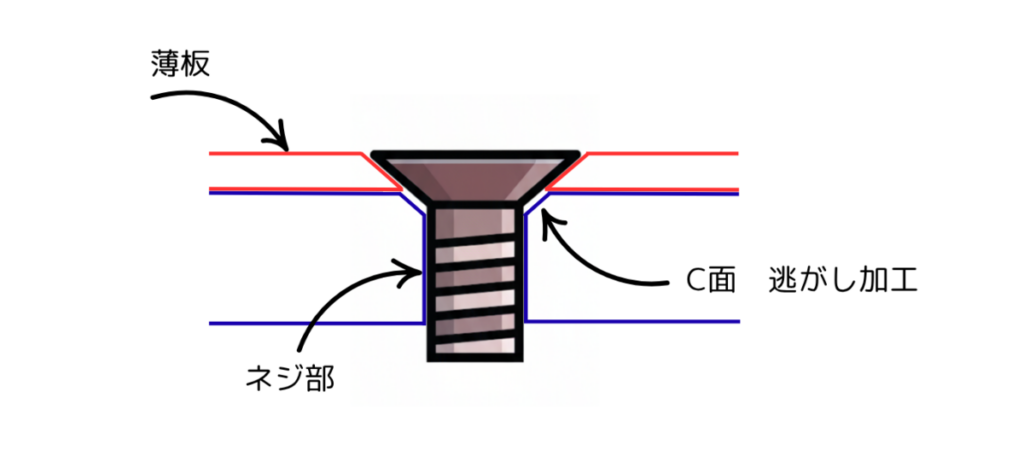
このような場合に有効なのが、ねじ側(相手部品側)に面取りを設ける方法です。
対策:ねじ側に面取りを設ける
皿ねじを薄板に使用する際は、
下図のようにねじを受ける側(ナットや相手板)に皿もみ形状を設けることで、
確実に皿ねじの頭を沈めることができます。
この構造により、次のような効果があります。
- 薄板を貫通させずに皿ねじを使用できる
- 表面をフラットに保てる
- 締結力を安定させ、座面の浮きを防げる
また、板側の変形を防ぐために、裏側に補強板(座金やリブ)を追加する方法も有効です。
| 項目 | 内容 |
|---|---|
| 問題点 | 板厚が皿ねじ頭より薄いと貫通や変形が起きる |
| 対策 | 相手側に皿もみを設ける |
| 効果 | フラットで安定した締結が可能になる |
💡設計のポイント
外観や強度を両立させるため、
リベットや平ねじ(なべ頭ねじ)への変更も検討する
使用する皿ねじの「頭径」と「頭高さ」を事前に確認する
板厚が不足する場合は、ねじ側で皿もみを吸収する構造を設ける
皿ねじのメリット
皿ねじには、通常の六角ボルトやキャップボルトにはない独自の利点があります。
| メリット | 内容 |
|---|---|
| 外観がきれい | 頭がフラットになるため、仕上がりが美しい |
| 干渉を防げる | 可動部やスライド面に出っ張りがない |
| 安全性が高い | 人が触れる部分でも引っかかりが少ない |
| 精度が高い | 座面が一定の角度で固定され、位置決めにも使える場合がある |
皿ねじの注意点|設計・加工で気をつけたい4つのポイント
皿ねじは、ねじ頭を部材表面とフラットに仕上げられる便利なねじです。
外観をきれいにしたい場合や、出っ張りを避けたい機構部分などに多く使われます。
しかしその一方で、皿ねじには設計や加工時にいくつか注意すべき点があります。
ここでは、代表的な4つの注意点についてわかりやすく解説します。
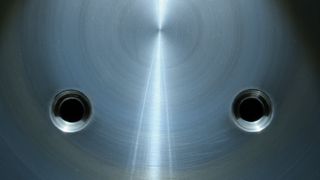
① 座ぐり加工(皿穴加工)が必要
皿ねじは、頭部が円すい形(通常90°)をしています。
そのため、普通の丸穴に入れるだけでは頭が出てしまい、フラットに仕上がりません。
そのために必要なのが「皿もみ加工(皿穴加工)」です。
ドリルや専用の皿もみカッターを使って、
ねじ頭の角度(一般的には90°)に合わせたテーパー穴をあける必要があります。
💡 ポイント
加工角度を間違えると、ねじ頭が浮いたりガタついたりします。
加工精度が悪いと、見た目にもズレが出るため注意。
② 過剰な締め付けに注意
皿ねじは、頭部のテーパー面で相手部品に押し付けられて固定されます。
この構造上、締めすぎると局所的に力が集中し、
部材がへこんだり、座面が変形することがあります。
特に、アルミや樹脂など柔らかい材料に使用する場合は要注意です。
💡 ポイント
トルクレンチで適正トルクを管理するのが理想です。
必要以上に強く締めても、締結力はほとんど増えません。
③ 再利用には注意
皿ねじは、テーパー面でしっかりと密着することで位置が決まります。
しかしこの座面部分は変形しやすく、一度変形すると元に戻りません。
そのため、同じ穴で何度も締め外しを繰り返すと
「がたつき」や「座り不良」が発生します。
特に精密な位置決めを伴う部分では、
ねじや部品を再利用せず新品を使うことをおすすめします。
💡 ポイント
座面が摩耗すると、フラットに座らなくなる。
再組立時は、見た目では問題なくても精度が落ちている可能性がある。
④ 穴位置精度に注意
皿ねじは、テーパー面で固定される構造のため、
穴位置がわずかにずれているだけでも締結できなくなることがあります。
普通の六角ボルトのように、バカ穴の余裕がない為
「少しずれてても無理やり締める」といったことができません。
つまり、皿ねじを使う設計では穴位置の精度が非常に重要になります。
位置がずれていると、ねじ頭が浮いたり、部材に隙間ができてしまいます。
💡 ポイント
穴あけ加工時は治具を使うなど、正確な位置出しが大切。
組立時にズレが生じる構造の場合は、皿ねじではなく「低頭ボルト」などを検討。
特にケガキで加工する場合は慎重に位置決めすることが重要です。
便利だが慎重な設計が必要なねじ
皿ねじは見た目がすっきりしていて、美観や安全性に優れたねじです。
しかし、構造的に加工精度や締め付け管理を要求するねじでもあります。
| 注意点 | 内容 |
|---|---|
| 座ぐり加工 | ねじ頭が沈むように90°の皿穴を加工する必要がある |
| 締め付けすぎ | 部材が変形しやすいためトルク管理が重要 |
| 再利用注意 | 座面変形によりガタつきが発生する |
| 穴位置精度 | 少しのズレでも座り不良が起きる |
これらを意識して設計・加工を行えば、
皿ねじを安全かつ美しく使用することができます。
皿ねじの種類
皿ねじには、使用目的や工具の種類に応じていくつかのタイプがあります。
| 種類 | 特徴 |
|---|---|
| 六角穴付き皿ねじ | 六角レンチで締め付け。見た目がスマートで最も一般的。 |
| プラス(十字)皿ねじ | ドライバーで締め付け可能。家電や板金製品で多い。 |
| トルクス皿ねじ | トルクスレンチ使用。高トルクでの安定締結が可能。 |
まとめ:皿ねじは「見た目+機能性」を両立するねじ
皿ねじは、見た目を美しく仕上げながら、
可動部の干渉防止や安全性の確保にも役立つ便利なねじです。
ただし、皿穴加工が必要であったり、
締め付け管理に注意が必要な点もあるため、
設計段階から加工者と相談しておくことが大切です。
ポイントまとめ
▶ 表面をフラットにしたい場所に最適
▶ 90°の皿穴加工が必要
▶ 締めすぎ注意、変形や座り不良に注意
皿ねじを正しく使いこなすことで、見た目にも美しく、
機能的にも優れた設計が実現できます。


















コメント