機械部品の設計において、
「ポケット形状」の四隅をどう設計するかは、
加工性とコストに大きく関わってきます。
とくに角部のR(アール)処理は、
切削加工における基本的なポイントの一つです。
この記事では、なぜポケットの角にRが必要なのか、
どのように設計すれば加工しやすくなるのかを
初心者向けにわかりやすく解説します。
なぜポケットの角を丸くする必要があるの?
ポケット形状とは、部品の中に凹んだ部分を作る加工形状のことです。
たとえば、箱状のくぼみや、取り付け用の凹部などがあります。
このポケット形状の四隅(内コーナー)に
直角(90°の角)を設計してしまうと、加工上問題が発生します。
なぜなら、エンドミルなどの切削工具は
「回転する円筒形の工具」なので、角が削れない=直角が作れないのです。
直角設計にするとどうなる?
内コーナーには「R(アール)」を設けよう
そこで設計上の工夫として、
内コーナーには「R(半径)」を設けることが推奨されます。
例えば、、、
これは「隅R」や「隅角R」と呼ばれ、
工具サイズに合わせて適切なR寸法を設定することで、
スムーズに加工でき、コスト削減にもつながります。
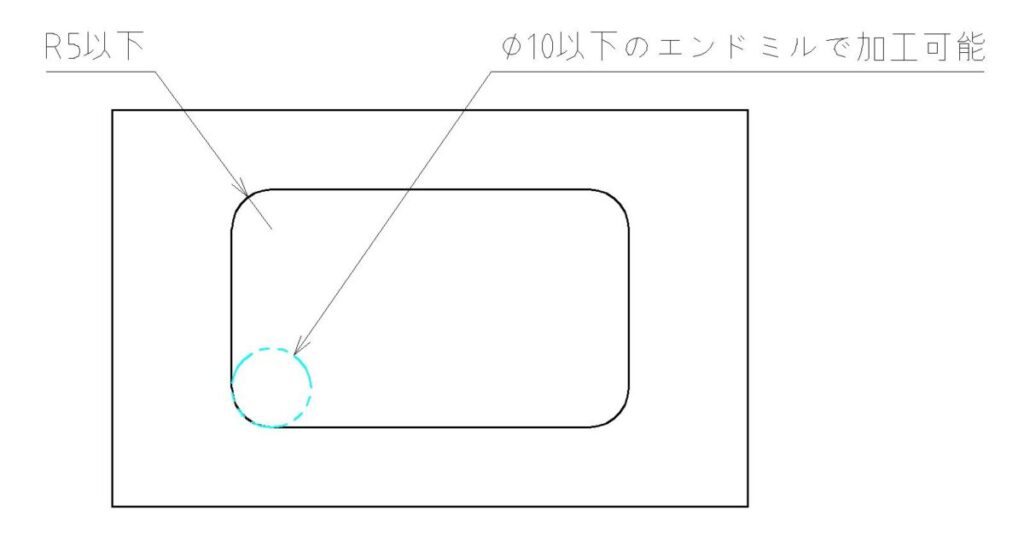
できるだけ大きなRを設定しよう!
隅Rは、できるだけ大きめに設計するのが基本です。
理由は以下のとおりです。
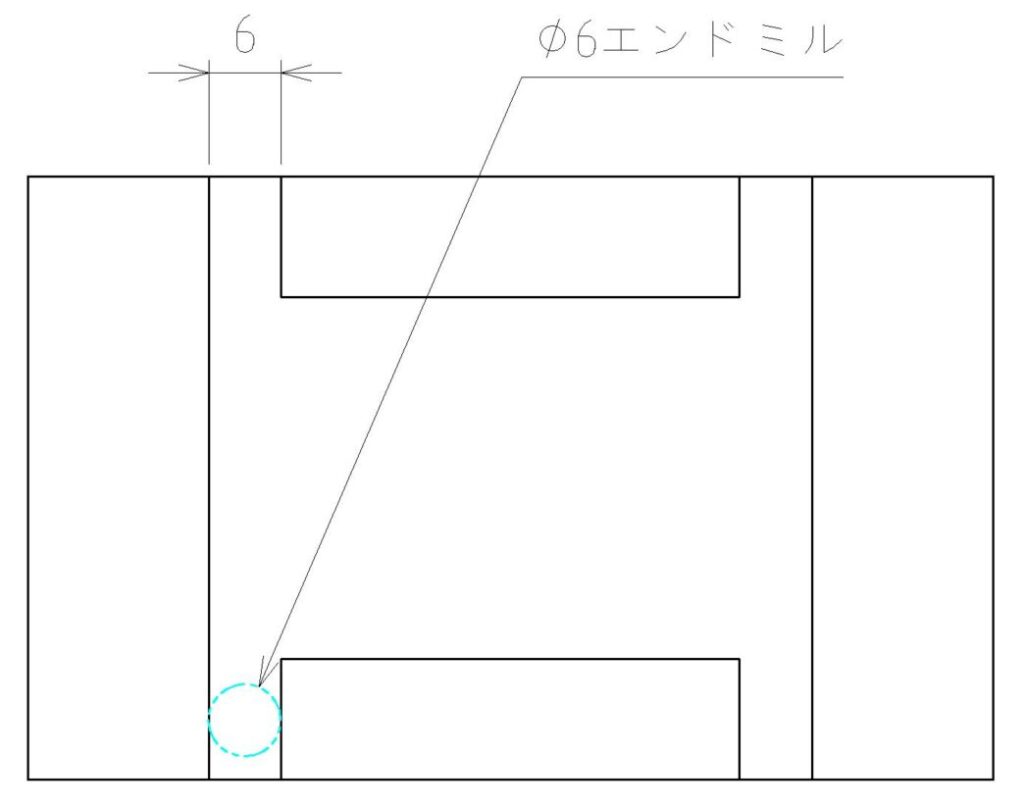
🔍 例)
🚫 「隅R1固定」 → 加工が難しい(細い工具が必要)
✅ 「隅R3以下」 → φ6のエンドミルで加工できて効率的!
設計時の注意点
「四角い部品をポケットに差し込む」ような用途では、
コーナーに逃げを設ける工夫が必要です
ポケット形状と合わせる部品も同時に見直し、
干渉が起きないように調整することも大切です。
隅R部に干渉しないようにC面取り等対策が必要
ポケットの四隅にRを設けることは、
加工性を高めてコストを抑える基本的な設計テクニックです。
✔ 工具の形状上、内角は直角に加工できない
✔ 隅Rを設けることで、追加加工を避けられる
✔ 可能な限り「大きめのR」を設定し、「以下」表記で柔軟な加工対応を可能にする
隅Rをつけられない場合の逃がし加工とは?
ポケット形状などの四隅には、通常「隅R(すみアール)」を設けることで
切削工具が入りやすくなり、加工性が向上します。
しかし、設計上どうしても角を直角に保ちたいケースもあります。
たとえば・・・
このような場合、
隅Rを設けられない=エンドミルでそのまま加工できないという問題が生じます。
そこで登場するのが、
「逃がし加工(クリアランス加工)」という設計上の工夫です。
逃がし加工とは?
逃がし加工とは、部品の角(内コーナー)に小さな溝や
くぼみを追加することで、切削工具の干渉を防ぐ加工方法です。
これは「コーナーリリーフ」とも呼ばれます。
この逃がしによって、工具が角まで届きやすくなり、
工具折損のリスクや追加工の手間を減らすことができます。
逃がし寸法を「エンドミル径」に合わせて柔軟に設計する
逃がし加工を設ける場合も、できるだけ
「エンドミル径の選択肢が広がるような設計」にすることが重要です。
たとえば・・・
逃がしの幅を大きめに取ることで、細い工具だけでなく、
太めのエンドミルでも対応可能になる
「幅2.5mm」などと指示しておくと、
φ5エンドミルを使える=加工が安定しやすい
これにより、
よく使われる逃がし形状
逃がし加工にはいくつかの形状パターンがあります。
✅丸逃がし形状:丸穴を角にずらして設ける
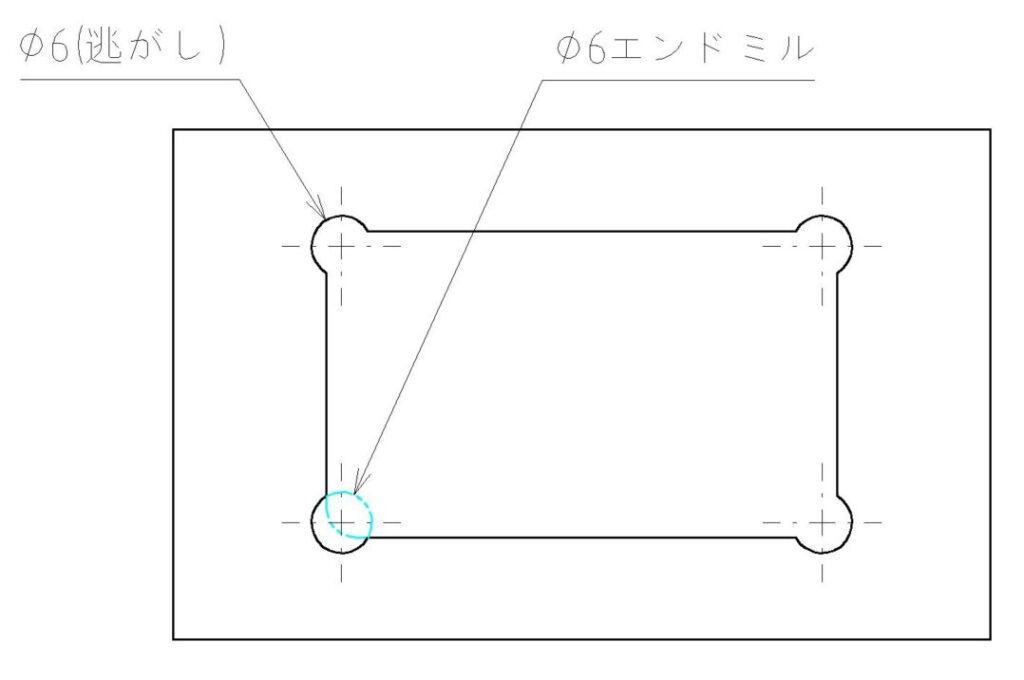
✅丸溝逃がし形状:四隅に小さなR形状の溝を設ける
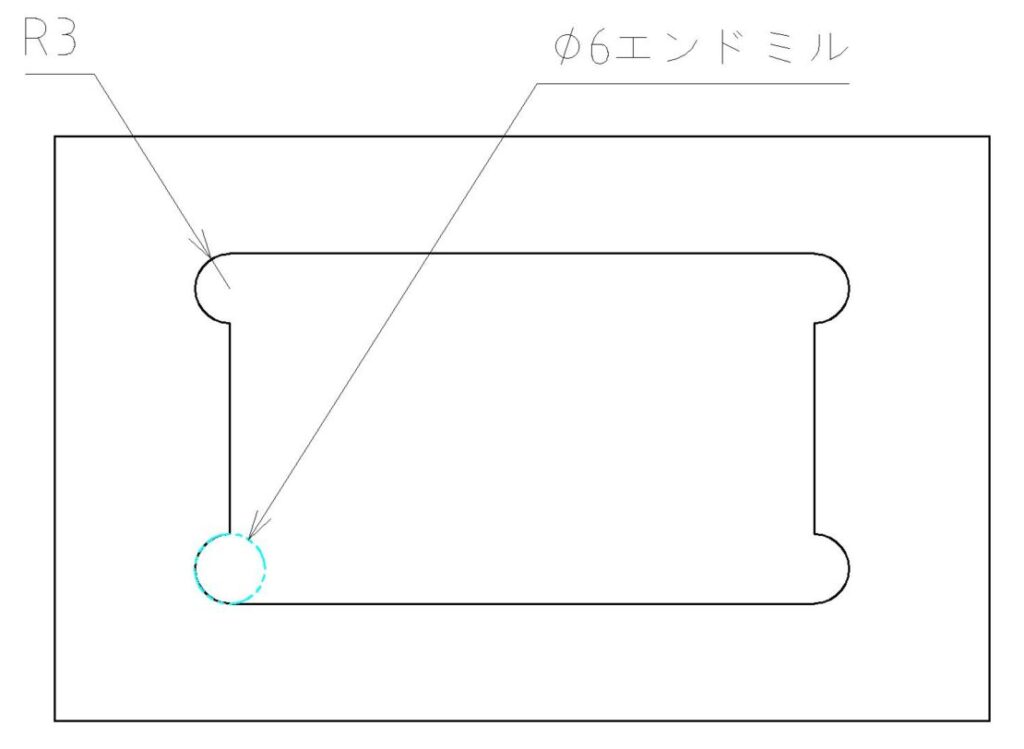
✅直線逃がし形状:隅に直線的な溝を伸ばす
設計上の注意点
ポケットの隅にRが設けられない場合でも、
逃がし加工を設計に組み込むことで、
切削加工の難易度を下げることが可能です。
✅ 隅Rが使えないときは逃がし加工で対応
✅ 幅や深さは「エンドミルが入りやすい寸法」にすることがコツ
✅ ドッグボーンやリリーフなど形状は用途に応じて選択
✅ 工具選択の幅が広がれば、コストも品質も両立しやすくなる
逃がし加工は「設計と加工のすり合わせ」が重要なテーマです。
加工現場の意見を取り入れながら、設計時に柔軟に取り入れていきましょう。
まとめ|隅Rを意識した設計が加工コストを左右する!
切削加工において、ポケットや内コーナーの隅に
R(アール)=曲線部を設けることは、
加工のしやすさに直結します。
工具の形状上、エンドミルでは直角の角を削れないため、
隅Rがないと追加の角出し加工が必要になり、
コスト・工数ともに増加します。
▶ 隅には可能な限り大きめのR寸法を設ける
▶ 「R以下」と記載すれば、工具選択の自由度が上がる
▶ どうしても直角が必要な場合は、逃がし加工で対応
このように、ほんの少しの配慮で
加工時間や費用を大きく削減できるのが隅R設計のメリットです。
図面を描く段階で、加工現場の視点を意識した設計を行うことが、
ムダを減らし、品質の安定につながります。



コメント