
機械設計では、部品を正確に組み立て、
安定して動作させるために「寸法公差」を設定します。
しかし、すべての寸法に厳しい公差を与える必要はありません。
むしろ、公差を厳しくしすぎるとコストが上がり、
製造現場の負担が増えるという問題が発生します。
では、どの部分に公差を厳しく設定し、
どの部分は緩めても良いのでしょうか?
この記事では、公差が必要な箇所と不要な箇所を見極めるポイントを、
具体例を交えてわかりやすく解説します。
寸法公差とは?まず押さえるべき基本
寸法公差とは、設計寸法に対して
どの程度の誤差を許容できるかを定めた範囲のことです。
例えば、図面上に「Φ20 ±0.02」と記載されていれば、
実際の寸法は19.98〜20.02mmの範囲に
収まるように加工しなければなりません。
公差の目的は、
ことにあります。
しかし、すべての寸法を厳密に管理する必要はないのです。
なぜなら、厳しい公差ほど加工コスト・測定コスト・不良率が上昇するためです。
公差を厳しくしすぎると何が起きる?
公差を狭く設定しすぎると、製造現場では以下のような問題が発生します。
つまり、公差をむやみに厳しくすることは「品質を上げる」のではなく、
製造負担とコストを増やす設計になってしまうのです。
公差が“必要な部分”とは?
ここでは、機械設計において
「公差をしっかり管理すべき箇所」を具体的に見ていきます。
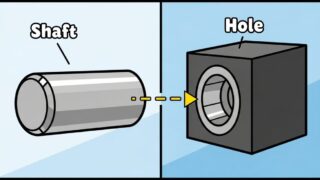
① はめあい部(例:軸と穴)
軸と穴の組み合わせでは、
「クリアランス(すきま)」や
「圧入(しまりばめ)」の精度が重要です。
このすきまが大きすぎるとガタが発生し、
小さすぎると組み立てができません。
H7/g6やH7/p6など、JIS規格のはめあいを活用して
適切な公差を設定しましょう。
設計段階で「どのような組み立て方をするか
(手で入れるのか、圧入なのか)」を明確にすることが大切です。
② 摺動部(例:スライド機構・リニアガイド)
摺動部では、適切なすきまがなければスムーズに動かず、
逆に大きすぎるとガタつきが発生します。
このような可動部は、摩擦・振動・クリアランス変化に
敏感なため、公差管理が欠かせません。
代表的な設計例
摺動性能を重視する場合は、
「直進性」や「平行度」といった
幾何公差も併用すると効果的です。
③ 位置決め部(例:インロー、ノックピン)
位置決め用の形状は、
部品同士が正しい位置関係で組み合わさるために重要です。
ここでズレが生じると、組立時に穴が合わなかったり、
製品性能が低下するおそれがあります。
ノックピンやインローなどの「位置決め要素」には、
位置度や真円度などの公差を適切に指定することが求められます。
💡 ポイント
組立精度や機能に直結する部分には、公差を厳しく設定する。
一方で、動作や位置決めに関係しない部分は「緩める勇気」も必要です。
公差を緩めても問題ない(または不要な)部分
装飾やカバー部品
外装カバーや装飾パネルなど、
製品の外観に関わる部分では見た目の一致が重視されます。
多少の寸法誤差があっても機能には影響しないため、
±0.5mm〜1mm程度の一般公差で十分です。
大きな寸法の部品(例:フレーム・筐体)
数百mmを超えるような大型部品では、
温度変化や加工変形の影響が大きくなります。
このような部品に厳しい公差を設定しても、
現実的に達成が困難です。
一般公差を使い、全体形状よりも
取付面などの重要部分だけ精度管理するのが基本です。
鋳造品・溶接構造の外形寸法
鋳造や溶接は変形が生じやすく、
寸法の安定性に限界があります。
外形寸法はある程度の誤差を許容し、
加工基準面のみを精密に仕上げる設計が現実的です。
🔍 例)
寸法公差を最適化するための実践ステップ
~精度・コスト・製造性を両立するために~
① 製品の機能・動作原理を分析する
まず最初に、その部品や製品がどのように動作するかを
理解することが出発点です。
「何を基準に動くのか」
「どの部分が機能上の要となるのか」
上記を明確にすることで、
どの寸法が精度を必要とするかが見えてきます。
🔍 例)
機能分析=公差設計の地図づくりです。
② 機能に関係する寸法を抽出する
動作原理を理解したら、
次に「機能に直結する寸法」を洗い出します。
これは、設計図面上のすべての寸法の中から、
性能・組立精度・動作に影響を与える寸法をピックアップする作業です。
🔍 例)
これらを特定することで、
「どこを厳しく」「どこを緩く」設定するかの判断がしやすくなります。
③ 重要寸法のみ厳しい公差を設定する
抽出した重要寸法の中から、
機能維持や組立精度に直結する部分だけを厳密に管理します。
逆に、性能に関係しない部分にまで厳しい公差をつけると、
加工コスト・測定コストが無駄に上昇します。
💡 ポイント
「必要最小限の公差」で設計することが、
最も効率的な精度設計です。
④ その他は標準公差(ISO・JIS)を適用
重要でない寸法については、ISOやJISの一般公差規格を活用します。
これにより、不要な精度要求を避け、加工・検査を簡略化できます。
🔍 例)
- ISO 2768-m(中級公差)を採用
- 板金部品や外形寸法に適用
また、図面上に「未注記寸法の公差はISO 2768-mに準ずる」などと明記しておくと、
製造現場との認識ズレを防ぐことができます。
⑤ 試作・評価で必要に応じて調整する
設計段階で想定した公差が、
実際の加工や組立で適切かどうかは、試作と評価で検証します。
もし問題があれば、現場のフィードバックをもとに公差を見直すことで、
量産時に安定した品質を実現できます。
理想的な流れ
設計 → 試作 → 測定・評価 → 現場フィードバック → 図面修正 → 量産化
試作評価を通じて、
「机上設計」から「現場で再現できる設計」へと
ブラッシュアップしましょう。
製造・検査現場との連携を忘れない
寸法公差の最適化では、設計者だけで完結させず、
加工者・検査担当者との意見交換が欠かせません。
これらを設計段階で確認しておくことで、
「作れる設計」「測れる図面」を実現できます。
💬 現場とのすり合わせは、設計品質そのものを高める最も効果的な方法です。
最適な公差設計は“現場との対話”で完成する
寸法公差の最適化は、
単に数値を小さくすることでも、精度を上げることでもありません。
大切なのは、
というプロセスを一貫して行うことです。
こうした実践を積み重ねることで、
「高品質・低コスト・製造しやすい」理想的な設計を実現できます。
まとめ|公差設計は“機能とコストのバランス”を取る技術
公差設計は、単に数値を決める作業ではなく、
「どこまで精度が必要か」
「どこまで緩めても問題ないか」
を見極める設計判断です。
▶ はめあい部・摺動部・位置決め部
→ 厳密な公差が必要
▶ 装飾・外形・フレーム
→ 一般公差で十分
▶ 過剰な精度指定はコスト増・不良増の原因
寸法公差は「できるだけ厳しく」ではなく、
「必要なところだけ厳しく、他は緩やかに」が最適設計の基本です。
これが、現場から信頼される
「コストを考えた設計者」の第一歩になります。

















コメント