
機械設計において、角部の処理はとても大切なポイントです。
角が鋭利なままだと、ケガや破損のリスクが高まり、
製品の耐久性や安全性にも関わってきます。
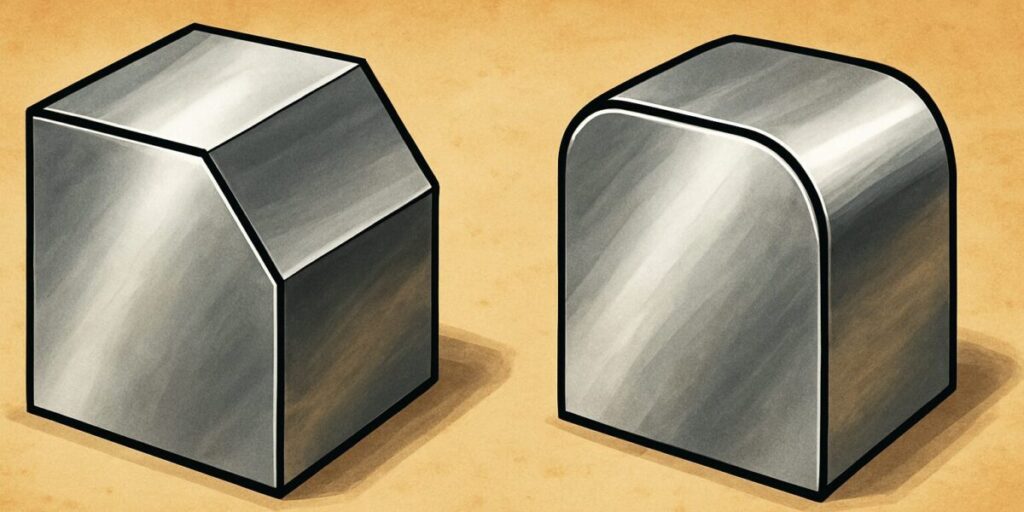
そこでよく使われるのが「C面取り」と「R(アール)加工」です。
この記事では、C面取りとR加工の違い、
それぞれの役割や使い分け方について初心者でもわかりやすく解説します。
C面取りとは?
「C面取り(シーめんとり)」とは、
角を斜めにカットして面を取る処理のことです。
たとえば、角に「C1.0」と記載されていれば、
角を45度の角度で1.0mmだけ削るという意味になります。
C面取りの主な目的
特に機械部品の図面では、明示されていなくても
「指示なき角部C0.3程度」などと一括指示されることも多く、
基本中の基本処理とされています。
R(アール)加工とは?
「R(アール)」は、角を丸く滑らかな曲線で処理する加工です。
たとえば「R2」と書かれていれば、
半径2mmの円弧を使って角を丸めることになります。
R加工の主な目的
樹脂部品や応力がかかる構造物など、構造的な強さを意識したい部位ではR処理が効果的です。
C面取りとR加工の違いと選び方
| 比較項目 | C面取り | R(アール)加工 |
|---|---|---|
| 処理 | 面取りカッターなど | Rカッターなど |
| 加工のしやすさ | 加工しやすい,低コスト | 小さいRは難しくなる場合がある |
| 目的 | バリ取り、安全性、挿入ガイド | 応力緩和、安全性、美観 |
| 主な用途 | 組立時のガイド、角の処理 | 応力がかかる部分、流れのある形状部 |
使い分けの基本ルール
迷ったらC面取り
機械設計において、何も指定しない角には
「C0.2〜C0.5程度の面取り」が基本です。
製造現場でも対応しやすく、
バリの防止や安全性確保にもなるため、
まずはC面で処理するのが無難です。
応力が集中する場所はRを検討
角部に繰り返し力がかかる場合、
直角のままだと応力が集中し、亀裂や破損の原因になります。
そうした場合には、R処理で角を滑らかにすることが有効です。
特に樹脂や薄肉部品にはRが有効です。
製品の外観・手触りを重視するならR
カバーや外装など人の手に触れる部品では、
C面よりもRのほうが滑らかで安全性・高級感が出ます。
見た目も重視される場合はR処理を検討しましょう。
注意点と設計のコツ
小さすぎるRやCはNGになることも
たとえば「R0.2」や「C0.1」などは、
使用する工具によっては対応できない場合もあります。
加工現場の負担になるだけでなく、
コストアップにつながるため、
RやCはある程度の大きさで設計することがポイントです。
無意味なRは避ける
C面で問題ない箇所(バリや安全性)に
R指示をすることは無駄にコストを上げることになります。
全体指示と個別指示を使い分ける
「特に強調したい箇所」「外観部」「機能部」は個別にRやCを指示し、
それ以外は「全体C0.3」などとまとめて指示すると、図面が見やすくなります。
C面取りと糸面取りの違いとは?“面取り”の意味を正しく理解しよう
面図面を見ているとよく出てくる「C面取り」や「糸面取り」。
見た目は似ていますが、この2つは目的も処理方法も異なる加工指示です。
本項では、「C面取り」と「糸面取り」の違いについて、初心者の方向けにわかりやすく解説します。
糸面取りとは?
「糸面取り(いとめんとり)」とは、角のほんのわずかな“かすり面取り”のことです。
糸のように細くて小さいため「糸面」と呼ばれます。
図面では「糸面取り」「C0.2程度」「バリ取り程度」などと記載されることがあります。
糸面取りの目的
糸面取りは、面取りの中でも最小限の処理です。
外観部や機能部で、形状を極力崩したくないときに使います。
C面取りと糸面取りの違い
| 比較項目 | C面取り | 糸面取り |
|---|---|---|
| 処理量 | しっかり角を削る(例:C1) | ごくわずかに削る(C0.2程度) |
| 使用 | 安全性、ガイド、見た目 | バリ取り、安全確保 |
| 寸法指示 | あり(明確な数値) | 基本的には寸法なし、または非常に小さい |
| 加工の優先度 | 機能的に重要 | 見た目や安全目的で軽く処理 |
使い分けのポイント
✅ ネジ穴や通し穴の入り口 → C面取り(例:C1.0)
✅ 部品の外観エッジや接触しない角 → 糸面取り
✅ 鋭利で危ないが形状を壊したくないとき → 糸面取り
✅ 機能的にガイドになる部分 → C面取り
迷ったときは「C面はしっかり削る面取り、糸面は軽くなでる程度の処理」と覚えるとわかりやすいです。
設計時の注意点
糸面取りは、加工者にとって曖昧な指示になることがあります。
必要に応じて「C0.2以下」「バリ取り程度」など補足をつけましょう。
C面取りは、部品同士の組み付けや動作に影響することがあるため、
寸法の指定を正確に行います。
全体指示(例:全体C0.3)を使うと、図面を簡潔にできますが、
個別に機能が異なる部位は明示的に指示しましょう。
C面取りと糸面取りは“目的”が違う!
C面取りは「明確な寸法で削る加工」
👉ガイドや安全性、機能的な理由で使う。
糸面取りは「軽くなでるような処理」
👉バリ取りや外観重視のときに使う。
用途に応じて使い分け、図面では必要に応じて明確に指示しよう。
角部の処理は製品の完成度や使いやすさを左右する重要なポイントです。
加工現場にわかりやすい図面を描くことが、
品質・コストの両立につながります!
まとめ|C面とRを正しく使い分けて、コストも品質も向上!
▶ C面取りは基本処理。安全性とバリ防止が目的
▶ R加工は応力緩和や滑らかさが必要な場所に有効
▶ 迷ったらC面、強度が欲しいならR処理
▶ 加工のしやすさも考えて、最適な寸法で設計しよう
ちょっとした違いですが、C面とRの使い分け次第で、
加工のしやすさ・コスト・製品品質が大きく変わります。
図面を書く際は、工具や加工方法を意識して、
現場に優しい設計を心がけましょう。




コメント