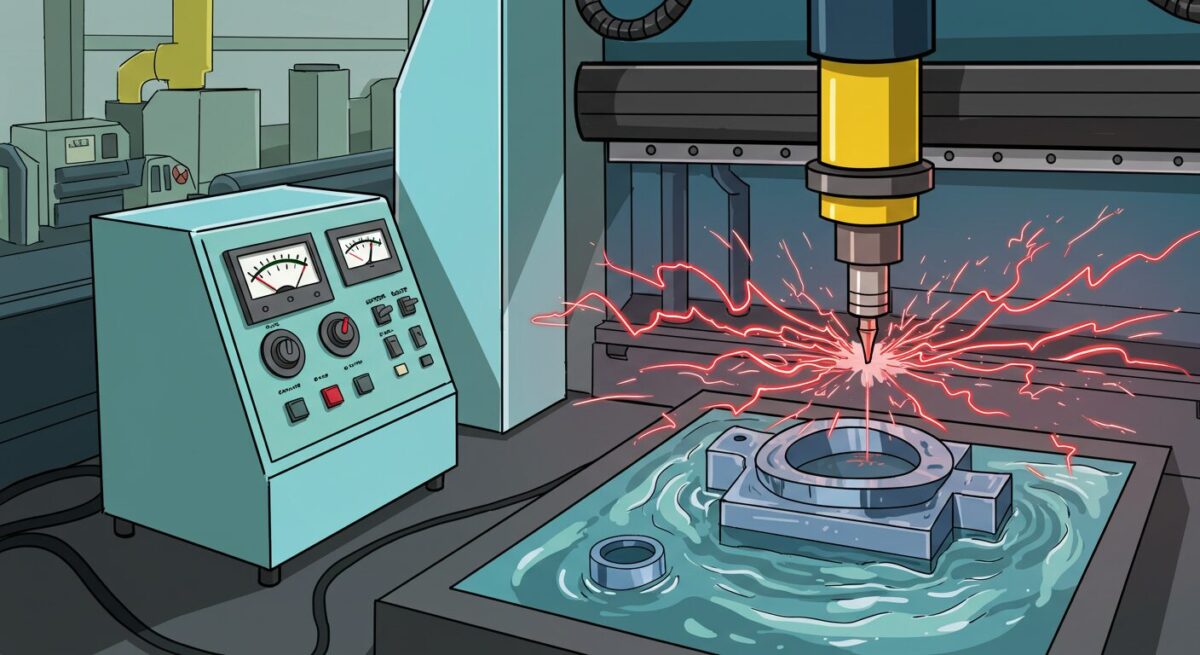
放電加工(EDM)は、電気の火花放電を利用して金属を削る加工方法です。
切削工具を使わず、
電極とワークの間に高電圧をかけることで材料を少しずつ除去します。
この方法は、硬い材料や複雑な形状の加工に適しており、
一般的な切削加工では困難な精密加工も可能です。
そのため、金型製作や航空宇宙部品の製造など、
幅広い分野で活用されています。
放電加工の基本原理
放電加工は、工具電極と加工物の間で火花放電を発生させ、
その熱エネルギーで材料を溶かして除去する加工方法です。
放電加工の種類
ワイヤーカット放電加工
細いワイヤー(電極)を使い、板材などを高精度で切断
🔍 例)
金型の輪郭加工、細かい部品の製作
型彫り放電加工
電極をワークに押し付ける形で、三次元形状を加工
🔍 例)
金型のくぼみや複雑形状の加工
放電加工のメリットとデメリット
どんな場面で使われる?
放電加工は、通常の切削では難しい高硬度材料や複雑形状の加工に最適です。
加工方法を理解し、適材適所で活用することが大切です!
ワイヤーカット放電加工における加工形状の制限とは?
ワイヤーカット放電加工は、細いワイヤー電極を使って
金属を高精度に切断できる加工方法です。
しかし、「ワイヤーを使う」という特性上、
加工できる形状にはいくつかの制限があります。
ワイヤーカット放電加工の形状制限
貫通形状しか加工できない
ワイヤーは「切り抜く」加工なので、
貫通しない形状(袋穴や内部のくぼみ)は加工できません。
🔍 例)
〇 可能 → 板の輪郭カット
× 不可 → 板の中央にポケット形状を作る
最小コーナーR(角の丸み)の制限
ワイヤー自体の直径があるため、直角の内角は作れません。
🔍 例)
ワイヤー径が0.2mmの場合、最小コーナーRは0.1mm以上必要
テーパー角度に制限がある
ワイヤーは上下で角度をつけることができますが、
大きな角度には限界があります。
🔍 一般的には30°~45°程度が上限(機械による)
加工スタート位置が必要
ワイヤーを通すための穴を事前に開ける必要があります。
🔍 板の端から切り込める形状なら問題なし
どのように対策する?
袋穴や内側の形状を作りたい場合
型彫り放電加工(放電加工機)を併用する
直角のコーナーが必要な場合
追加の加工(リューター仕上げや細穴放電)を行う
大きなテーパー角度をつけたい場合
機械の仕様を事前に確認し、設計段階で制限を考慮する
ワイヤーカット放電加工は高精度な加工が可能ですが、
形状の制約を理解して設計することが重要です!
ワイヤーカット放電加工における一般的なワイヤー径とは?
ワイヤーカット放電加工(ワイヤーEDM)では、
細い金属ワイヤーを使って材料を切断します。
加工の精度や仕上がりに影響する「ワイヤー径」は、用途に応じて選ばれます。
一般的なワイヤー径の種類と特徴
| ワイヤー径 | 用途・特徴 |
|---|---|
| Φ0.3mm | 高速加工向け、粗加工に適する |
| Φ0.25mm | バランスが良く、標準的なサイズ |
| Φ0.2mm | 一般的な精密加工向け |
| Φ0.15mm | 高精度加工、細かい形状向け |
| Φ0.1mm以下 | 超精密加工、微細加工向け |
ワイヤー径を選ぶポイント
加工速度と精度のバランス
最小コーナーRの影響
切断面の仕上がり
細いワイヤーは仕上げ面が滑らかになるため、
仕上げ加工が不要な場合もある
どのワイヤー径を選べばいい?
- 一般的な加工なら Φ0.2mm~Φ0.25mm
→ バランスが良く、多くの場面で使われる - 高精度加工なら Φ0.15mm以下
→ 微細な形状や高精度が必要な場合 - 高速で加工したいなら Φ0.3mm以上
→ 大きな部品や時間短縮が重要な場合
ワイヤー径の選択は、加工のスピード・精度・コストに影響する重要なポイントです!
目的に合わせて適切なサイズを選びましょう。
まとめ
放電加工は、高硬度材料の加工や微細・複雑形状の製作が可能な優れた技術です。
工具の摩耗がなく、精密な仕上がりが得られる点も大きな特徴です。
ただし、加工速度が遅く、電極や加工液の管理が
必要といったデメリットもあります。
そのため、他の加工方法と組み合わせながら、
最適な加工手法を選択することが重要です。
適切な用途で放電加工を活用し、
精密な部品製作や品質向上に役立てましょう!










コメント