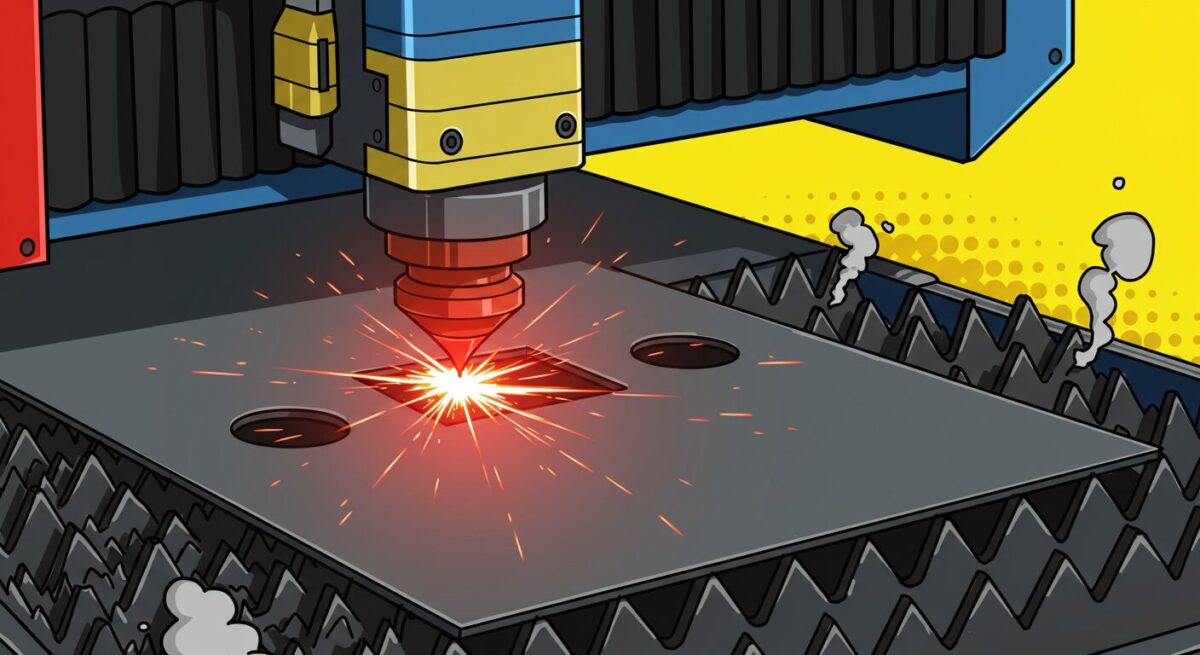
レーザー加工(レーザーカット)は、
高エネルギーのレーザー光を照射して
金属や樹脂を精密に切断・加工する方法です。
板金加工において特に多く使われ、
高速・高精度な加工が可能なため、
自動車部品・精密機器・建築資材など幅広い分野で活用されています。
この記事では、レーザー加工の特徴や、
設計時に考慮すべきポイントをわかりやすく解説します!
レーザー加工の特徴
高精度な切断が可能
±0.1mm以下の精度で加工できるため、精密な部品に最適!
複雑な形状も容易に加工
NCデータに基づき、穴あけや細かいカットも自由自在!
型が不要で短納期対応が可能
プレス加工と違い、金型を作る必要がないため、
小ロット生産や試作にも適している!
熱影響が少ないが、歪みに注意
材料の熱影響による歪みが発生することがあるため、厚板の場合は要検討!
材料の選択肢が広い
鉄(SPCC、SS400)・ステンレス(SUS304)・アルミなど、さまざまな材料に対応!
設計時のポイント
最小切断幅(スリット幅)を考慮する
一般的に0.1〜0.3mmのスリット幅ができるため、
細かい形状では影響を考慮する
角部のR処理を検討する
レーザー加工ではシャープな角を作ることも可能だが、
応力集中を防ぐためにR処理を推奨
切断面の仕上げを考慮する
一部の材料ではレーザー加工後のバリ(小さな突起)の、
後処理が必要になる場合があります。
材質と板厚の適正な組み合わせを選ぶ
薄板(1.0〜3.0mm)の加工が得意だが、
\厚板(6mm以上)では加工時間が長くなりコスト増加
加工コストを最適化
細かいカットを指定するとコスト増につながるため、
加工のしやすさを考慮した設計が重要!
レーザー加工における材料の厚みの注意点
レーザー加工を行う際、
材料の厚みは加工精度や仕上がり、コストに大きく影響します。
適切な板厚を選定しないと、
加工不良やコスト増につながることがあるため、注意が必要です。
本項では、レーザー加工で板厚を考慮する際の重要なポイントを解説します!
材料の厚みが加工に与える影響
切断精度と仕上がりが変わる
レーザー出力と加工速度のバランス
加工可能な最大板厚を超えない
熱影響による歪みに注意
コストとのバランスを考慮
厚板の加工は加工時間が長くなり、コストが増加するため、
必要最小限の厚みに抑えるのがポイント!
設計時に考慮すべきポイント
用途に応じた板厚を選ぶ
精密な部品なら1~3mm程度の薄板が適している
強度が必要なら6mm以上の厚板を検討
熱影響を考慮した設計
大きなサイズの厚板を加工すると歪みが発生するため、熱影響を抑える工夫が必要
スリット(細い切れ込み)や補強リブを設けると変形を軽減できる
加工時間とコストを意識する
厚板は加工時間が長く、コスト増につながるため、
できるだけ薄く設計するのが理想
後工程も考慮する
厚板ではバリ取りや仕上げ処理が必要になることもあるため、
後工程を考えた設計が重要
レーザー加工では、材料の厚みによって
加工精度・仕上がり・コストが大きく変わります。
適切な板厚を選定することで、
精度の高い加工とコストの最適化が可能になります。
設計時のポイントは以下の通りです。
精密加工なら薄板(1~3mm)、強度が必要なら厚板(6mm以上)
熱による歪みを考慮し、スリットや補強を設計する
厚板は加工時間が長く、コスト増になるため最適な厚みにする
後工程(バリ取り・仕上げ処理)も考慮する
これらのポイントを押さえて、
効率的なレーザー加工設計を目指しましょう!
まとめ
レーザー加工は、高精度・短納期・多様な形状に対応できる便利な加工方法です。
しかし、設計時にスリット幅や熱影響、仕上げ処理を考慮しないと、
思わぬ問題が発生することもあります。
設計時には、
▶ 最小切断幅を考慮する
▶ 角部のR処理を検討する
▶ 材料と板厚のバランスを取る
▶ コスト面も考慮する
といった点を意識することで、
レーザー加工をより効果的に活用できます。
ぜひ、実際の設計に取り入れてみてください。










コメント