機械設計では、部品同士の位置決め方法として、
『インロー』『位置決めピン』がよく使われます。
特に装置設計では、
「インローだけで十分では?」
と考えるケースも少なくありません。
確かにインローは、
▶ 組立しやすい
▶ 見た目がシンプル
▶ 位置決め精度を出しやすい
というメリットがあります。
しかし実務では、
インローだけでは不十分になるケースも多くあります。
例えば、
『繰り返し脱着』
『高精度位置決め』
『熱膨張』
『大型部品』
では、ピンとの併用が重要になることがあります。
本記事では、
・インローの役割
・位置決めピンとの違い
・なぜピン併用するのか
・実務での使い分け
について、機械設計初心者向けにわかりやすく解説します。
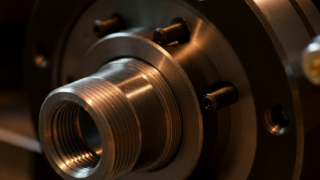
そもそもインローとは?
インローとは、凸と凹を組み合わせて位置決めする構造です。
よくある形状
例えば、
- 円形段差
- 外径と内径の嵌合
- 段付き構造
などがあります。
インローの役割
主な役割は、XY方向の位置決めです。

インローのメリット
■ 組立しやすい
部品を近づけるだけで、自然にセンタリングしやすくなります。
■ 面で位置決めできる
ピンのような点接触ではなく、
面接触で位置決めできるため、安定感があります。
■ 見た目がシンプル
外観をスッキリさせやすく、装置設計でもよく使われます。
しかしインローだけでは問題もある
インローは便利ですが、「万能ではない」という点に注意が必要です。
インローで起きやすい問題
■ ガタが必要
組立するためには、わずかなすきまが必要になります。
つまり…
完全固定ではなく、微小ズレが発生する可能性があります。
■ 摩耗しやすい
繰り返し脱着すると、インロー部が摩耗してガタが増えるケースがあります。
■ 加工難易度が高い
大型径や高精度インローでは、加工コストが高くなりやすいです。
そこで使われるのが位置決めピンとの併用
実務では、インロー + 位置決めピンを
併用するケースが非常に多くあります。
なぜ位置決めピンを併用する?
理由は、「基準を明確にするため」です。
インローは面基準
一方、位置決めピンは、点基準になります。
位置決めピンのメリット
■ 高精度位置決め
ピン径精度を利用して、高い再現性を出しやすくなります。
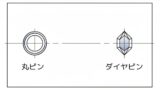
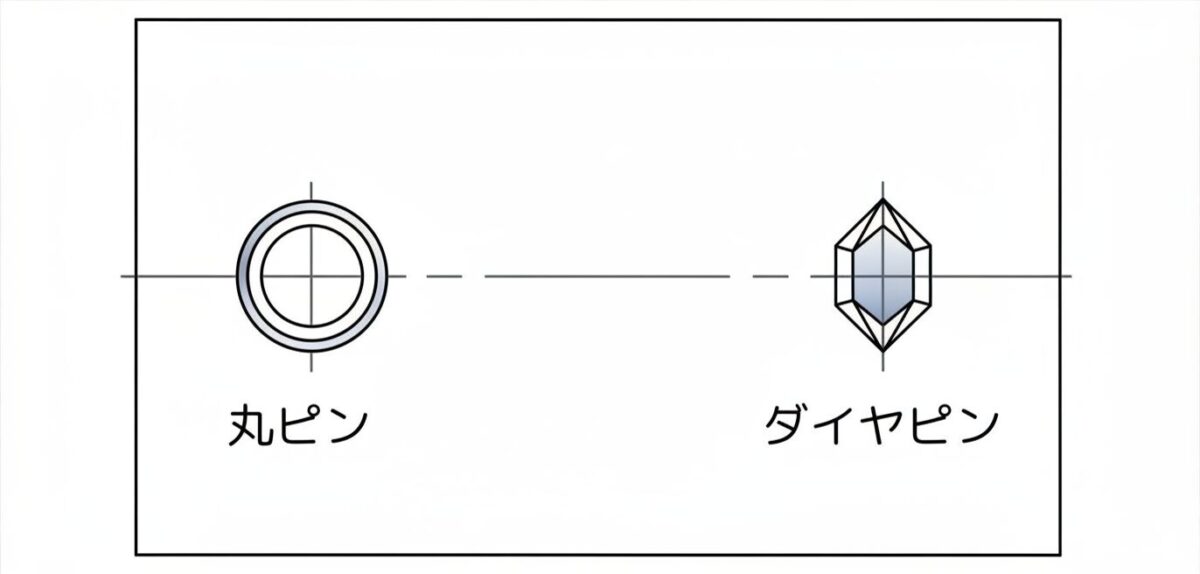
■ 基準を固定しやすい
特に、丸ピン + ダイヤピンを使うことで、
- 位置決め
- 熱膨張吸収
- 組立性
を両立できます。
■ 摩耗管理しやすい
ピンやブッシュ交換で、精度維持しやすいのもメリットです。
インローと位置決めピンの併用方法
ピン1本基準+インローで回転方向を拘束する設計をわかりやすく解説
機械設計では、『位置決めピン』『インロー』を
組み合わせて位置決めするケースが非常に多くあります。
その中でも実務でよく使われるのが、
「ピン1本を基準にし、インローで回転方向を拘束する」という設計方法です。
一見すると、「ピン2本で位置決めすればいいのでは?」と思うかもしれません。
しかし実際には、
- 加工誤差
- 熱膨張
- 組立性
- 耐荷重
を考慮すると、ピン1本 + インローの方が
合理的なケースも多くあります。
本記事では、
・なぜピン1本にするのか
・インローの役割
・どのように回転を拘束するのか
・実務でのメリット
について、機械設計初心者向けにわかりやすく解説します。
なぜ位置決めに「拘束」が必要?
部品同士を組み立てる場合、自由に動いてしまう状態では困ります。
そのため、
を適切に拘束する必要があります。
ピン2本は一見シンプル
初心者は、「ピン2本で完全固定」を考えがちです。
しかし実際には、過拘束になりやすい問題があります。
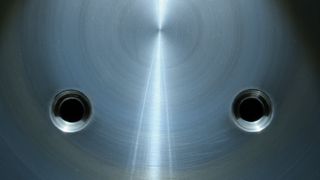
なぜ過拘束になる?
現実には、
- 穴位置誤差
- 加工公差
- 熱膨張
が存在するためです。
発生する問題
など。
そこで使われるのが「ピン1本 + インロー」
実務では、 丸ピン1本で基準位置を決め、
インローで回転方向や外周位置を拘束する方法がよく使われます。
ピン1本の役割
ピン1本は、XY基準点になります。
つまり、部品の位置原点を決める役割です。
インローの役割
インローは、外周方向で位置を合わせる構造です。
特に重要なのが「回転拘束」
ピン1本だけでは、回転自由度が残ります。
イメージすると…
コンパスの中心のように、クルクル回転できる状態です。
そこでインローを使う
インローを追加すると、外周で接触するため、
回転方向が拘束されます。
なぜこの組み合わせが良い?
ここが実務的に重要です。
■ 過拘束になりにくい
ピン2本よりも、誤差吸収しやすいです。
■ 組立しやすい
インローがガイドになるため、センタリングしやすいです。
■ 熱膨張に強い
大型部品では、温度変化による寸法変化があります。

ピン2本だと…
熱膨張で拘束されやすく、歪みが発生するケースがあります。
インロー併用だと?
比較的自然に逃げやすく、応力集中を減らせるケースがあります。
インローは「精密基準」にもなる
特に円形インローでは、同軸度を出しやすいメリットがあります。
インローは「面拘束」に強い
インローを併用する大きなメリットのひとつが、
面方向の力に強いことです。
位置決めピンは基本的に、「点」で受ける構造になります。
そのため、大きな横荷重がかかると、
が起きやすくなります。
一方インローは、外周面全体で受けることができます。
つまり、「面」で荷重を分散できるため、
に対して強くなります。
特に、
- 大型プレート
- モータ取付
- 高荷重ユニット
などでは、インローで荷重を受け、 ピンで位置基準を出す
という設計が非常に多く使われます。
実務では、「ピンだけに負荷を持たせない」
という考え方が重要であり、インローを併用することで、
精度と強度を両立しやすくなります。
「適度に逃がす」が重要
位置決め設計では、「全部固定する」のではなく、
「必要なところだけ拘束する」という考え方が重要です。
高精度設計ほど重要
特に大型装置や精密機構では、
を完全になくすことはできません。
そのため、「誤差を吸収できる設計」が非常に重要になります。
インローと位置決めピンを併用する設計では、
「ピン1本を基準にし、インローで回転方向を拘束する」
方法が実務でよく使われます。
この構成には、
というメリットがあります。
実務では、
- ピン = 基準位置
- インロー = 回転拘束・センタリング
という役割分担で使われるケースが多くあります。
位置決め設計では、「どう固定するか」だけではなく、
「どう誤差を吸収するか」まで考えることが、
実践的な機械設計につながります。
実務では「必要精度」で決める
重要なのは、必要以上に高精度化しないことです。
そのため実務では、
を総合的に考えて、インロー単独か、
ピン併用かを決めることが重要になります。
実務でよくある失敗

まとめ
機械設計におけるインローは、
「組立しやすく、位置決めしやすい」便利な構造です。
しかし、
▶ ガタ
▶ 摩耗
▶ 熱膨張
▶ 加工誤差
の影響を受けるため、インローだけでは不十分になるケースもあります。
そのため実務では、インロー + 位置決めピンを併用し、
・粗位置決め
・精密位置決め
・熱膨張吸収
を役割分担するケースが非常に多くあります。
位置決め設計では、「どう固定するか」だけではなく、
「どうズレを吸収するか」まで考えることが、実践的な機械設計につながります。

















コメント