
機械設計で位置決めピンを選定する際、
『径』『材質』『公差』には注目していても、
「先端形状」まで意識していないケースは少なくありません。
しかし実際には、先端形状によって、
▶ 組立性
▶ 挿入しやすさ
▶ 傷付きにくさ
▶ 位置決め性
が大きく変わります。
特に、
・高頻度脱着
・自動機
・治具
・精密組立
では、先端形状の選定が非常に重要になります。
本記事では、
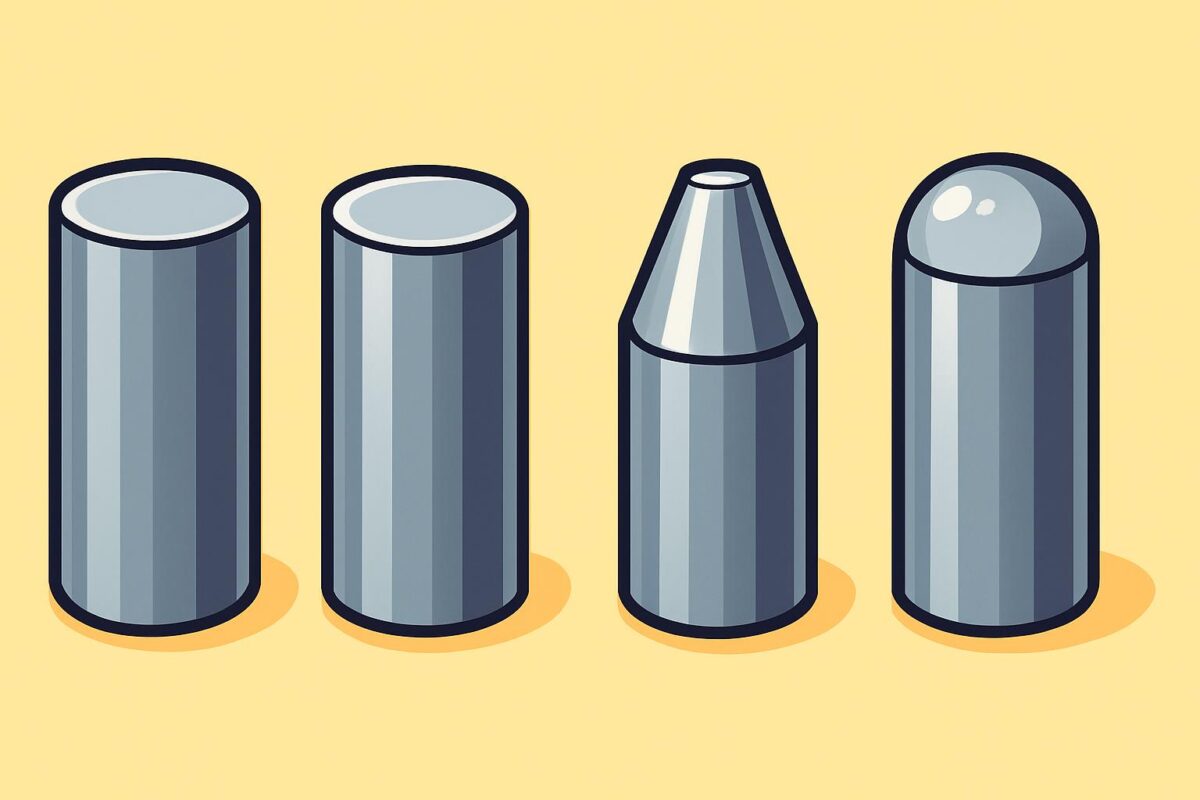
『フラット』
『先端R』
『テーパー』
『球面』
など、代表的な位置決めピン先端形状の特徴と使い分けについて、
機械設計初心者向けにわかりやすく解説します。
なぜ先端形状が重要?
位置決めピンは、穴へ挿入して使用します。
そのため、「入りやすさ」が非常に重要です。
もし先端形状が悪いと…
などの問題が発生します。
実務では組立性が重要
特に量産設備では、1回入るかではなく、
「何万回でも安定して入るか」が重要になります。
代表的な先端形状
フラット形状
もっともシンプルな形状です。
先端が平らになっています。
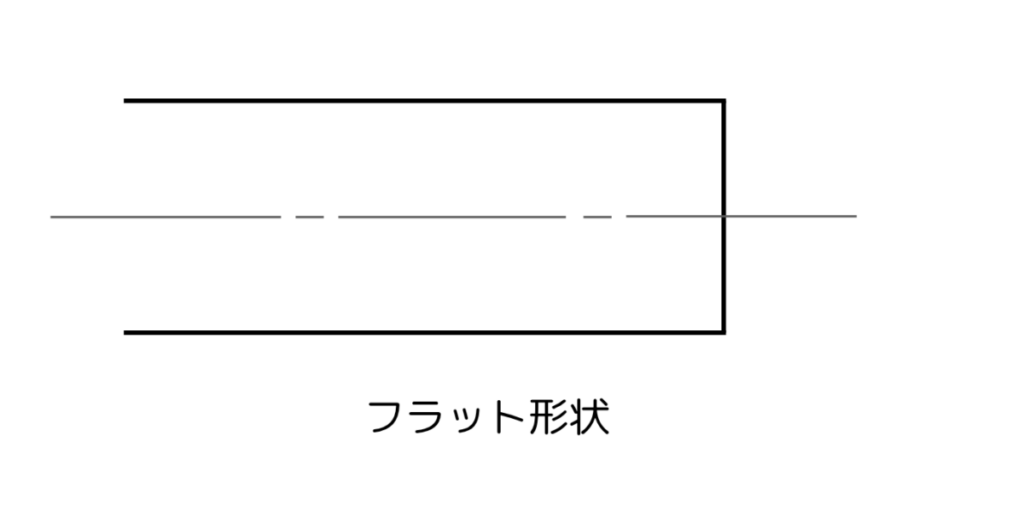
📌 特徴
- 加工しやすい
- 位置基準が明確
- 押し当て基準に向く
✅ メリット
先端位置が一定なため、基準面として使いやすいです。
🚫 デメリット
角が立っているため、挿入性はやや悪い傾向があります。
🔍 使用例
- ストッパ
- 押し当て位置決め
- 簡易位置決め
など。
先端R形状
先端に丸みを持たせた形状です。
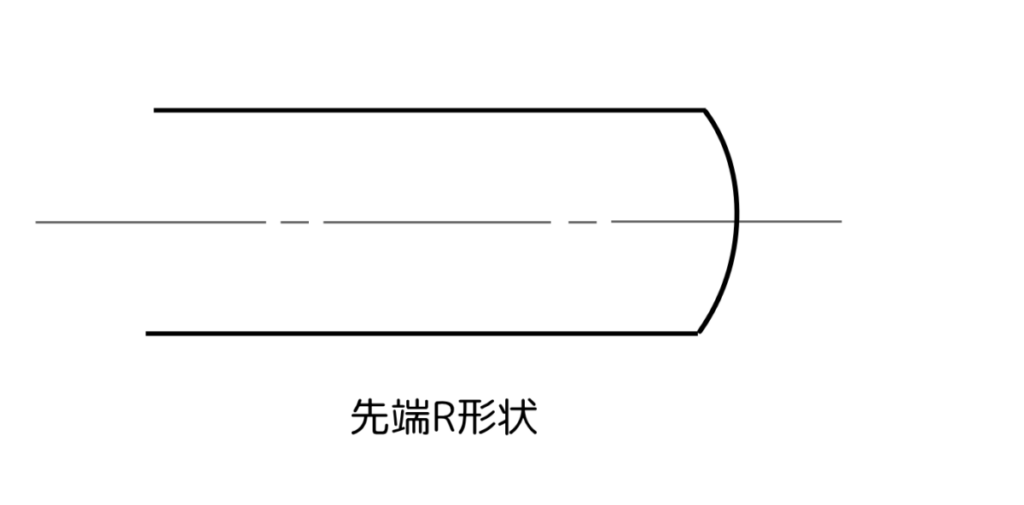
📌 特徴
- 挿入しやすい
- 穴を傷付けにくい
- 扱いやすい
✅ メリット
穴入口に多少ズレがあっても、自然に入りやすいです。
🔍 使用例
- 一般治具
- 装置組立
- 脱着部
など。
実務では非常によく使われる
組立性が良いため、汎用位置決めピンでよく採用されます。
テーパ形状
先端が円錐状になった形状です。
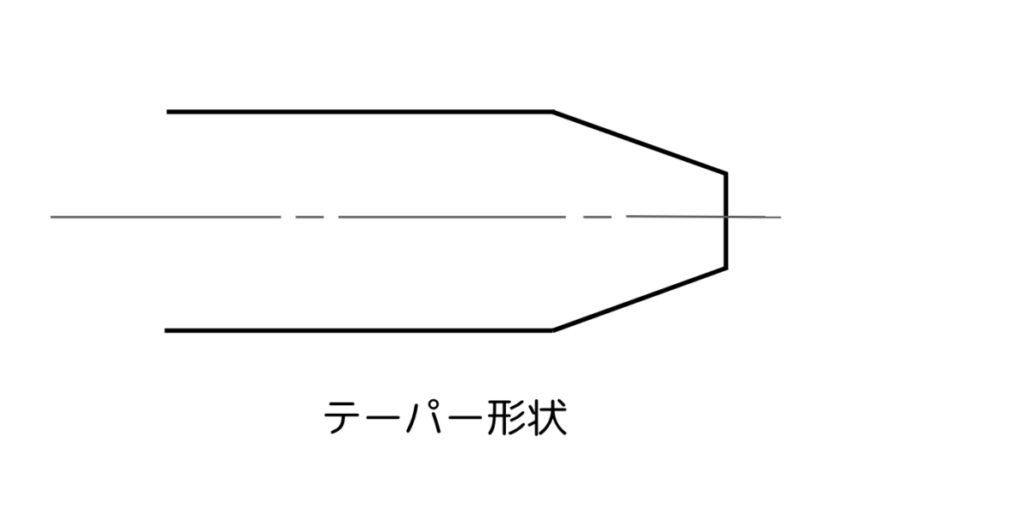
📌 特徴
- センタリング能力が高い
- 位置ズレ吸収しやすい
✅ メリット
多少位置がズレていても、自動的に中心へ誘導しやすくなります。
🚫 デメリット
テーパだけで位置決めすると、精度が不安定になるケースがあります。
また、ストレート部が短くなり、十分な位置決め長さを確保できなくなる場合があります。
🔍 使用例
- 自動機
- ガイドピン
- 組立誘導
など。
自動機で重要
特に、
では非常に有効です。
球面形状
先端が球状になった形状です。
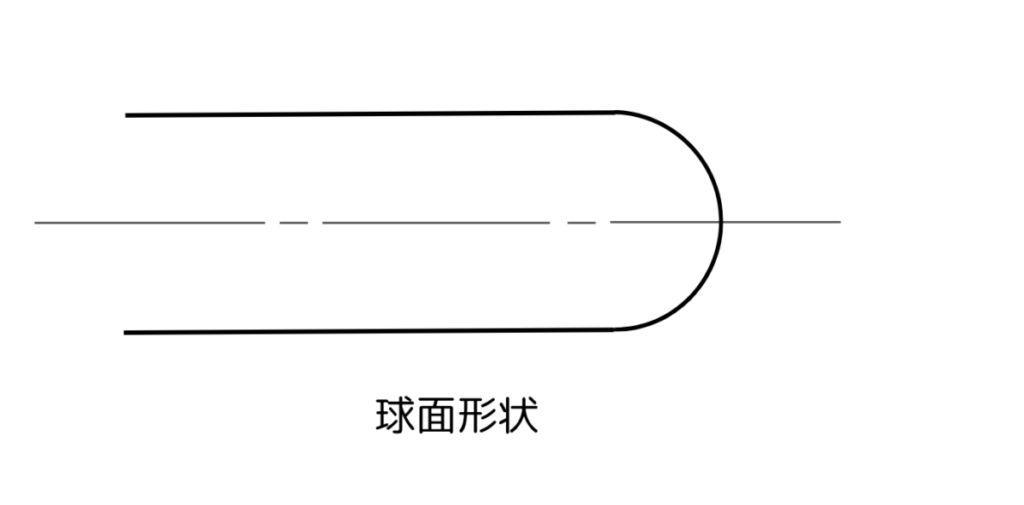
📌 特徴
- 多方向から入りやすい
- 接触が柔らかい
✅ メリット
角がないため、相手を傷付けにくいです。
🚫 デメリット
テーパ形状同様にストレート部の確保ができなくなる場合があります。
実務での使い分け
| 先端形状 | 特徴 | 向いている用途 |
|---|---|---|
| フラット | 基準性重視 | ストッパ、押し当て |
| 先端R | 汎用・組立性良好 | 一般位置決め |
| テーパ | 誘導性重視 | 自動機、ガイド |
| 球面 | 傷防止・柔軟接触 | 接触位置決め |
実務で重要なのは「組立性」
設計初心者は、「位置決め精度」だけを考えがちです。
しかし実際には、「スムーズに入るか」が非常に重要です。
特に量産では重要
量産設備では、
- 挿入性
- 摩耗
- 傷付き
- 組立時間
が大きく影響します。
実務でよくある失敗
位置決めピンの先端形状は、「どれでも同じ」と思われがちですが、
実際には、組立性や位置決め精度に大きく影響します。
特に実務では、「スムーズに入るか」が非常に重要です。
ここでは、現場でよくある失敗例をわかりやすく解説します。
フラット先端を多用
引っかかる
もっともよくある失敗です。
フラット先端は、先端角が立っているため、
穴位置が少しズレるだけでも、
引っかかりやすいという特徴があります。
特に問題になる場面
- 高頻度脱着
- 自動組立
- 大型部品
など。
現場ではどうなる?
組立時に、
などの問題が発生します。
実務ではRやテーパを使うことも多い
そのため実務では、先端Rや、テーパ形状を付けて、
挿入しやすくするケースが非常に多くあります。
テーパ形状でストレート部が短い
位置決めが不安定になる
ここも初心者が見落としやすいポイントです。
テーパは「誘導用」
テーパ先端は、入りやすくするためには非常に有効です。
しかし、テーパだけで位置決めすると問題が起きます。
実際に精度を出しているのは、ストレート部だからです。
ストレート部が短いと…
などの問題が発生します。
実務では「誘導」と「位置決め」を分ける
という役割分担が重要です。
先端に角が残っている
穴入口傷付き
加工後の面取り不足もよくある問題です。
⚠️ 特に硬いピンは注意
SUJ2など高硬度ピンでは、
相手側を削りやすいため注意が必要です。
- 穴入口バリ
- 摩耗
- 組立性悪化
など。
⚠️ アルミ材では特に注意
アルミは柔らかいため、小さな角でも傷付きやすいです。
実務では面取りが重要
そのため実務では、『小R』や、『C面取り』を付けるケースが多くあります。
使用環境を考慮していない
組立不良
位置決めピンは、「図面上だけ」で考えると失敗しやすいです。
実際の現場では…
- 作業者組立
- ロボット組立
- 油環境
- 粉塵環境
など、
使用条件が異なります。
例えば…
- 高頻度脱着
- R先端が有利
- 自動組立
- テーパが有利
- 高精度位置決め
- ストレート部が重要
というように、使用条件で最適形状が変わるのです。
実務では「入りやすさ」が重要
位置決め設計では、「止まること」だけではなく、
「スムーズに入ること」も非常に重要です。
特に量産設備では重要
量産機では、1回入るかではなく、「何万回でも安定して入るか」が重要になります。
実務では総合的に考える
そのため実務では、
- 組立頻度
- 自動化有無
- 必要精度
- 相手材
- 脱着回数
などを考慮して、最適な先端形状を選定します。
「組立性」が品質を左右する
図面上では問題なくても、 組みにくい設計は現場トラブルにつながります。
そのため実務では、「高精度」だけではなく、
「誰でもスムーズに組める」ことまで考えて設計することが、
実践的な機械設計につながります。
まとめ
位置決めピンの先端形状には、
▶ フラット
▶ R先端
▶ テーパ
▶ 球面
などがあり、それぞれ特徴が異なります。
例えば、
・基準性重視なら「フラット」
・汎用性なら「R先端」
・誘導性なら「テーパ」
・傷防止なら「球面」
というように使い分けます。
位置決め設計では、「位置が合うか」だけではなく、
「スムーズに組めるか」まで考えることが重要です。
そのため実務では、
▶ 組立性
▶ 挿入性
▶ 精度
▶ 摩耗
まで含めて先端形状を選定することが、実践的な機械設計につながります。
















コメント