機械設計で位置決めピンを使用する際、
「ピン径やはめあい」ばかりに注目してしまい、
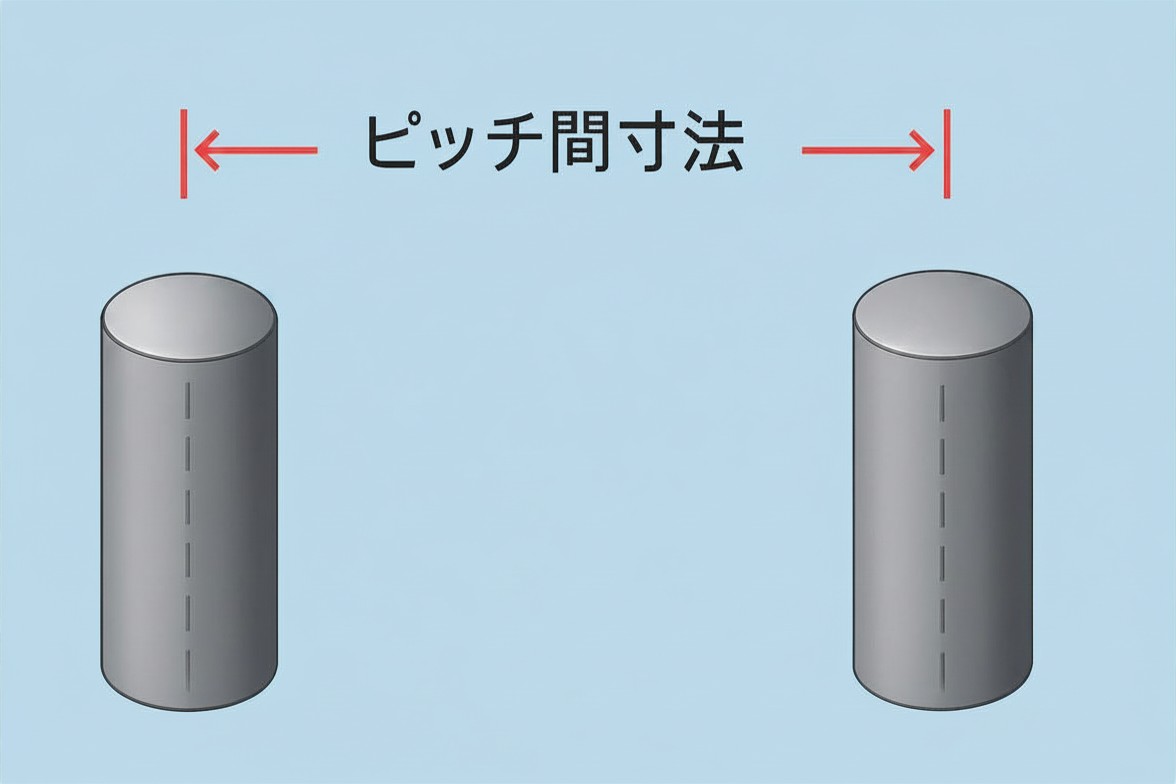
「ピッチ間寸法」の重要性を
見落としてしまうケースは少なくありません。
しかし実際には、ピン間距離(ピッチ間寸法)こそ、
組立性や精度に大きく影響します。
特に、
・大型プレート
・長尺部品
・高精度装置
では、ピッチ誤差によって、
・ピンが入らない
・無理組み
・部品変形
などの問題が発生しやすくなります。
そのため実務では、
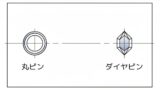
▶ ダイヤピン
▶ 長穴
などを使った、「逃がし設計」が
非常に重要になります。
本記事では、
・ピッチ間寸法の考え方
・公差設計のポイント
・なぜ逃がしが必要なのか
・ダイヤピンや長穴の使い方
について、機械設計初心者向けにわかりやすく解説します。
なぜピッチ間寸法が重要?
位置決めピンは通常、2本以上で使用されます。
すると重要になるのが…
「ピン同士の距離」
つまり、ピッチ間寸法です。
理論上はピッタリでも…
CAD上では完全一致していても、
実際の加工では、
が発生します。
その結果…
ピッチ間寸法がわずかにズレ、
ピンが入らないことがあります。
特に長距離ほどズレやすい
ここが重要です。
ピッチ間が長くなるほど、
誤差が累積しやすくなります。
例えば…
50mmピッチでは問題なくても、300mmピッチでは、
わずかな角度誤差でも大きなズレになります。
基本的な公差の考え方
ピッチ間寸法は「位置決め精度」に直結するため、
±0.05 / ±0.02 / ±0.01 など、どれを採用するかは次の要素で決まります。
| 要素 | 公差設定の目安 | 解説 |
| 加工方法 | ±0.05〜±0.1 | 汎用フライス・ボール盤加工ではこの範囲が現実的 |
| 位置決め精度要求 | ±0.02〜±0.01 | 精密治具・金型・位置再現性が重要な場合 |
| 組立方式 | ±0.05 | 片側ピン+片側長穴(ダイヤ)で吸収できる場合 |
| 材料・熱膨張 | ±0.05〜±0.1 | アルミなど熱変形が大きい場合は緩める |
| 加工設備 | ±0.01〜±0.02 | マシニングセンタ・研削仕上げなら可能 |
実務での分類例
| 用途 | 公差設定例 | 備考 |
| 一般機械部品の位置決めピン | ±0.05 | 組立時に片側長穴で逃がす前提 |
| 精密治具・金型の位置決めピン | ±0.02 | 再現性を重視する治具や金型プレート |
| 高精度位置決め(光学・測定機器) | ±0.01 | 研削仕上げ・温度管理前提 |
| 溶接・板金構造物 | ±0.1〜±0.2 | 熱変形を考慮して緩める (逃がし設計) |
実務での目安と加工方法
| 精度要求 | 目安公差 | 加工方法 |
| 一般組立 | ±0.05 | フライス・ボール盤 |
| 精密治具 | ±0.02 | マシニングセンタ |
| 高精度位置決め | ±0.01 | 研削・測定管理・温度管理 |
現場設計のポイント
- 位置決めピンは「基準側」と「逃げ側」で役割を分ける
- 基準側:厳しい公差(±0.02)
- 逃げ側:長穴で吸収(±0.1でも可)
- ピン間距離を厳しくするより、組立側で吸収設計する方が安定
- 加工精度よりも再現性・組立性を優先する。
- 公差を厳しくするとコスト急増
- ±0.01は研削・測定・温度管理が必要になってくる。
実務では、「理論寸法通りに加工されない」前提で設計します。
つまり重要なのは「実際に組めるか」です。
「ピッチ公差」と「位置度公差」の違いと使い分け
位置決めピン設計では、『ピッチ公差』『位置度公差』の
どちらを使うべきか迷うケースが非常に多くあります。
機械設計では、複数の穴や位置決めピンを配置するときに、
「ピッチ間寸法の公差で管理するべきか?」
「位置度(位置公差)で管理するべきか?」
という判断に迷う場面が必ず出てきます。
一見どちらも「穴の位置精度を決めるための指示」に見えますが、
実はこの2つは 管理できる内容も、加工現場での扱われ方もまったく異なる ものです。
ピッチ間寸法は「距離そのもの」を管理するのに対し、
位置度は「基準に対する穴中心の位置」を幾何学的に保証する考え方。
どちらを選ぶかで、加工精度・組立性・再現性・コストが大きく変わります。

| 項目 | ピッチ公差 | 位置度公差 |
|---|---|---|
| 管理するもの | 穴同士の距離 | 基準に対する穴位置 |
| 管理方法 | 寸法公差 | 幾何公差 |
| イメージ | 「2点間距離を合わせる」 | 「理論位置からのズレを管理」 |
| 図面の分かりやすさ | 分かりやすい | やや難しい |
| 加工現場との相性 | 良い | やや難しい場合あり |
| 累積誤差への強さ | 弱い | 強い |
| 高精度位置決め | △ | ◎ |
| 一般機械での使用 | 多い | 少なめ |
| 精密装置での使用 | 一部使用 | 非常に多い |
| コスト | 比較的安い | 高くなりやすい |
| 注意点 | 長距離で誤差累積しやすい | 過剰公差に注意 |
| 実務での考え方 | シンプルで現場向き | 高精度・高機能向き |
実務での使い分けイメージ
| 用途 | 使い分けイメージ |
|---|---|
| 一般装置 | ピッチ公差 |
| 板金・溶接構造 | ピッチ公差 + 逃がし設計 |
| 自動機 | ピッチ公差 or 位置度 |
| 精密機構 | 位置度公差 |
| 検査装置 | 位置度公差 |
| 長距離ピッチ | ピッチ公差 + 逃がし設計 |
実務では、「どちらが優れているか」ではなく、
「何を管理したいか」で使い分けます。
また、『加工性』『測定性』『組立性』『コスト』まで考えて、
「必要十分な公差設計」を行うことが重要です。
位置決めピン設計では、
ピッチ公差と、位置度公差を適切に使い分けることが重要です。
『加工性』『測定性』『組立性』『コスト』を考慮しながら、
「どこをどう管理するか」を決めます。
そのため、「公差を厳しくする」のではなく、
「意味を理解して使い分ける」ことが、
実践的な機械設計につながります。
実務では「逃がし」が重要
そこで使われるのが、ダイヤピンや、長穴です。
ダイヤピンとは?
ダイヤピンは、一方向だけ逃げを持たせたピンです。
- 位置決め
- 過拘束防止
- 熱膨張吸収
を両立できます。
🔍 基本的な使い方
という構成が基本です。
なぜこれが重要?
ピッチ間方向には、誤差が最も出やすいためです。
長穴による逃がし設計
もうひとつよく使われるのが、長穴です。
穴を長くすることで、寸法誤差吸収を行います。
🔍 特に有効なケース
- 大型プレート
- 溶接構造
- 板金部品
など。
ピッチ間200mm超で逃がし設計を推奨
位置決めピン設計では、ピッチ間寸法が長くなるほど、
組立トラブルが発生しやすくなります。
特に実務では、「200mmを超えるピッチ間」になると、
片側を逃がす設計を検討するケースが非常に多くあります。
なぜピッチ間が長いと危険?
理由は、小さな誤差が累積しやすいためです。
実際には…
加工には必ず、
- 穴位置誤差
- 加工ばらつき
- 取付誤差
があります。
さらに大型部品では、
- 熱膨張
- 歪み
- たわみ
の影響も大きくなります。
ピッチ間が長いとどうなる?
例えば、100mm程度なら問題なくても、
300mm、500mmと長くなると、わずかな角度ズレでも、
ピン位置が大きくズレるようになります。
発生する問題
その結果、
などの問題が発生します。
「200mm」はあくまで目安
ここが実務では非常に重要です。
例えば、
- 加工精度が高い
- 熱変形が少ない
- 小型部品
なら、200mm超でも問題ないケースがあります。
逆に…
- 板金構造
- 大型装置
- アルミ構造
では、100〜150mm程度でも
逃がしを検討することがあります。
実務では「実績」が重要
つまり、「200mmだから必ず逃がす」ではなく、
- 加工能力
- 使用環境
- 過去実績
- 組立経験
を踏まえて決めることが重要です。
「組める設計」が最優先
図面上では理論的に成立していても、
『現場で組めない』
設計では意味がありません。
そのため実務では、
「多少誤差があっても組める」
設計を意識します。
重要なのは「過拘束回避」
位置決め設計では、「全部固定する」のではなく、
「必要なところだけ拘束する」ことが重要です。
『特に大型装置では重要』
大型設備では、
の影響が大きくなります。
完全拘束は危険
理論上正しくても、実機では組めないケースがあります。
代表的な逃がし設計
■ 丸ピン + ダイヤピン
もっとも一般的な構成です。
ことで、
を両立できます。
■ 丸ピン + 長穴
板金や大型構造でよく使われます。
長穴によって、ピッチ方向の誤差を吸収できます。
特に有効なケース
- 大型プレート
- 溶接構造
- アルミフレーム
など。
■ インロー + ピン1本
大型装置や高精度機構でよく使われます。
を行います。
面で受けられるのが強み
インローは、外周面で荷重を受けるため、
- 横荷重
- せん断方向荷重
にも強くなります。
実務でよくある失敗
- 丸ピン2本固定
- ピッチ公差を厳しくしすぎる
- 熱膨張を考慮しない
- 長穴方向ミス

まとめ
位置決めピン設計では、「ピン径」だけではなく、
「ピッチ間寸法」が非常に重要です。
特にピッチ間が長くなるほど、
・加工誤差
・熱膨張
・組立誤差
の影響が大きくなります。
そのため実務では、
▶ ダイヤピン
▶ 長穴
などを使い、「逃がし設計」を行うケースが非常に多くあります。
特に、200mmを超えるピッチ間では、
片側を逃がす設計を推奨するケースが多くなります。
位置決め設計では、「固定すること」だけではなく、
「適切に逃がすこと」まで考えることが、
実践的な機械設計につながります。
















コメント