機械設計では、「寸法公差」と「位置度」を
適切に使い分けることが非常に重要です。
しかし設計初心者では、
・違いがよく分からない
・どちらを使えば良いか迷う
・とりあえず寸法公差だけで設計している
というケースも少なくありません。
実際には、管理したい内容によって使い方が大きく変わります。
特に、
・位置決め部品
・高精度装置
・量産設備
では、公差の考え方によって、
▶ 組立性
▶ 加工性
▶ コスト
▶ 品質
が大きく変わります。
本記事では、
・寸法公差とは何か
・位置度との違い
・実務での使い分け
・よくある失敗
について、機械設計初心者向けにわかりやすく解説します。
寸法公差とは?
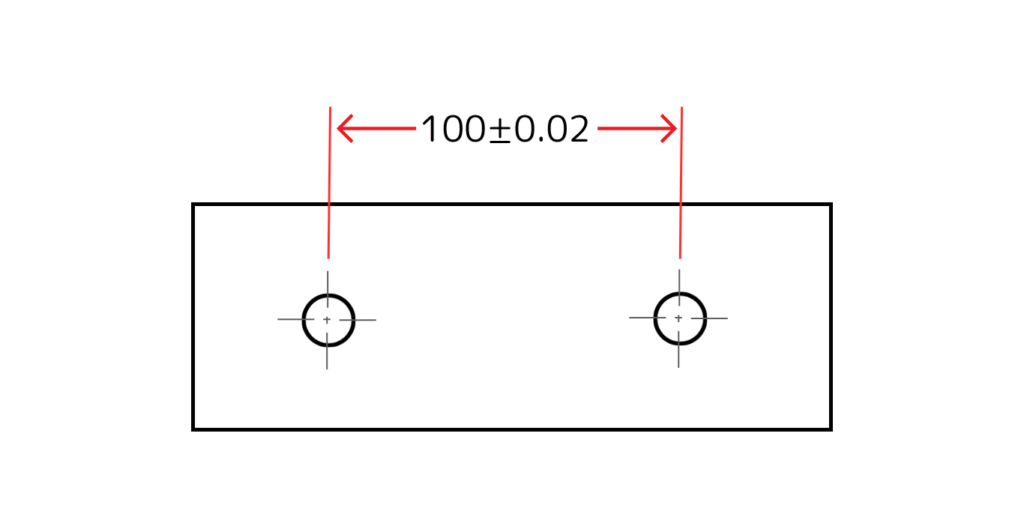
寸法公差とは、「長さや距離の許容範囲」を示す公差です。
例えば…
100 ±0.02なら、
『99.98〜100.02』
まで許容するという意味です。
主に管理するもの
- 長さ
- 幅
- 高さ
- 穴径
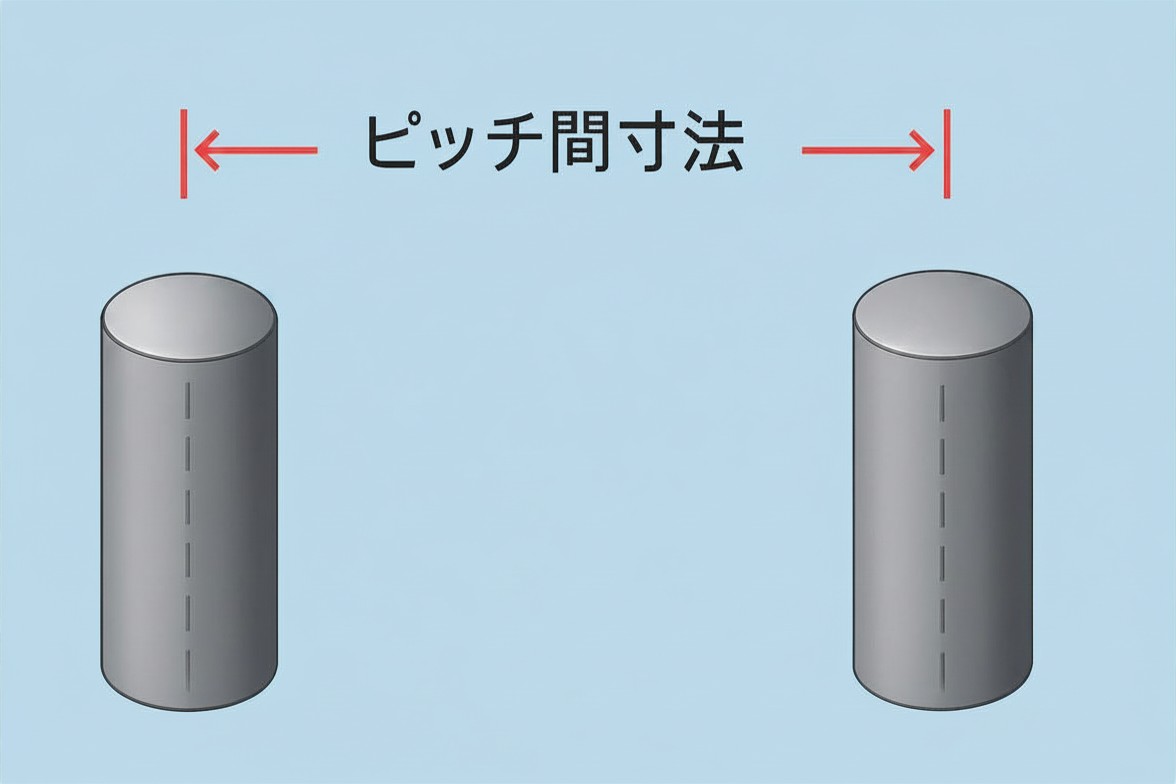
- ピッチ間距離
など。
寸法公差の特徴
- 図面が分かりやすい
- 一般加工で使いやすい
- もっとも基本的な公差
位置度とは?
位置度とは、「理論位置からどれだけズレて良いか」を管理する幾何公差です。
例えば…
基準A・Bに対して、
『穴中心位置』
がどれだけズレて良いかを指定します。

主に管理するもの
- 穴位置
- ピン位置
- 軸位置
など。
位置度の特徴
・位置関係を高精度管理できる
・累積誤差に強い
・精密設計向き
です。
最大の違い
ここが重要です。
- 寸法公差
- 「距離」を管理
- 位置度
- 「位置」を管理
という違いがあります。
寸法公差のイメージ
例えば、穴間距離100 ±0.02なら、
穴同士の距離だけを見ています。
位置度のイメージ
一方位置度は、基準から見た位置ズレを管理します。
なぜ位置度が必要?
寸法公差だけでは、全体位置ズレを防げないためです。
例えば…
穴間距離は正しくても、全体が傾くケースがあります。
位置度は基準管理できる
位置度では、基準面に対する位置を管理できるため、
高精度位置決めに向いています。
寸法公差と位置度のメリット・デメリット
寸法公差と位置度は、
どちらも「穴やピンの位置精度」を管理するための手段ですが、
管理できる内容がまったく違うため、
メリット・デメリットを理解して使い分けることが重要です。
現場感覚でわかりやすく整理します。
寸法公差のメリット
寸法公差のデメリット
位置度のメリット
位置度のデメリット
実務での使い分け
一般機械
寸法公差中心
🔍 理由
- 図面が簡単
- 加工しやすい
- コストが低い
精密機械
位置度使用
🔍 理由
- 位置再現性が重要
- 累積誤差を抑えたい
実務では併用も多い
例えば、
- 重要穴 → 位置度
- 一般寸法 → 寸法公差
という使い方が多くあります。
実務でよくある失敗
寸法公差や位置度は、
「厳しくすれば高精度になる」と思われがちです。
しかし実務では、公差を厳しくしすぎることで
逆に問題が発生するケースも非常に多くあります。
重要なのは…
「必要な精度を、必要な部分だけ管理する」という考え方です。
全部位置度にする
過剰品質・高コスト
初心者がやりがちな失敗です。
「高精度=全部位置度」は危険
確かに位置度は、高精度位置管理に優れています。
しかし、すべての穴や寸法に位置度を適用すると、
につながります。
実際には…
そこまで高精度が不要な箇所も多くあります。
そのため実務では、
- 重要位置 → 位置度
- 一般寸法 → 寸法公差
のように使い分けます。
寸法公差だけで高精度狙い
累積誤差発生
こちらも非常によくある失敗です。
例えば、穴間距離だけを管理すると、
基準に対するズレが管理できません。
すると…
各寸法は合っていても、
全体位置がズレるケースがあります。
- 大型プレート
- 多穴加工
- 高精度装置
では、累積誤差が大きな問題になります。
高精度部では位置度が有効
そのため、基準基準で管理したい箇所では、
位置度が有効になります。
基準設定が曖昧
測定できない
位置度では、
「基準」が非常に重要です。
基準が曖昧だと…
が不明確になります。
荒加工面を基準にすると起こる主な問題
① 基準面が平坦でないため、測定基準が安定しない
荒加工面は
が大きく、基準面としての『平面度』が確保されていません。

そのため、測定器が当たる位置によって基準が変わり、
位置度の測定値がバラつくという問題が発生します。
② 加工時のクランプ位置で基準が変わる
荒加工面は接触点が安定しないため、
加工時のクランプ位置が微妙に変わるだけで部品の姿勢が変わります。
結果として、
同じ図面でも加工ごとに穴位置がズレる
という再現性の低下が起こります。
③ 基準面の傾きがそのまま穴位置の傾きになる
荒加工面は平行度や直角度が出ていないため、
その面を基準にすると、
穴の位置が全体的に傾いた状態で加工される
という問題が起こります。
位置度は「中心位置のズレ」を管理するため、
基準面が傾いていると、位置度不良が頻発します。
④ 測定器(CMM)が正しく基準を認識できない
座標測定機(CMM)は基準面の点群から平面を算出しますが、
荒加工面だと点群のばらつきが大きく、
計算された基準平面が実際の意図とズレることがあります。
結果として、
- 加工はOK
- 測定はNG
という「現場トラブル」が起こりやすくなります。
結論:位置度の基準面は“仕上げ面”が必須
位置度は「基準に対して穴中心がどれだけズレているか」を評価するため、
基準面そのものが高精度であることが前提です。
したがって、
- 荒加工面
- 仕上げ加工面(フライス仕上げ・研削面)
- 重要部は研削面
というのが実務的な判断になります。

加工能力を無視
現場トラブル
ここも実務では非常に重要です。
例えば…
±0.005や厳しい位置度は、
加工現場では非常に難しい場合があります。
無理な公差は危険
その結果、
につながります。
実務では「必要十分」が重要
設計では、「厳しいほど良い」ではありません。
重要なのは、「必要な部分だけ適切に管理する」ことです。
高精度ほどコストは上がる
公差を厳しくすると、
- 加工時間増加
- 測定工数増加
- 不良率増加
につながります。
特に位置度は影響大
高精度位置度では、
- 高精度加工機
- 測定機
- 温度管理
まで必要になるケースがあります。
「組立性」も重要
図面上で成立していても、
組みにくい設計では意味がありません。
例えば…
- 完全拘束
- 逃がし不足
- 過剰精度
では、現場で組立困難になることがあります。
公差設計はバランス
そのため実務では、
を総合的に考えて、寸法公差と位置度を使い分けます。
「意味理解」が最重要
初心者は、「とりあえず厳しくする」方向に行きがちです。
しかし本当に重要なのは、「なぜその精度が必要か」を理解することです。
実務では「ちょうど良い設計」が強い
機械設計では、「最高精度」より、
「必要十分な精度」の方が重要になるケースが多くあります。
そのため、『性能』『加工性』『コスト』『組立性』
のバランスを取ることが、実践的な機械設計につながります。
まとめ
機械設計における、寸法公差と、位置度は、
「管理したい内容」が異なります。
▶ 寸法公差
⇨ 距離・長さ管理向き。
⇨ 一般機械で多い。
▶位置度
⇨ 基準に対する位置管理向き。
⇨ 高精度機械で多い。
実務では、『加工性』『測定性』『組立性』『コスト』を考慮しながら、
「必要十分な公差設計」を行うことが重要です。
そのため、「ただ厳しくする」のではなく、
「なぜその公差が必要か」を理解して使い分けることが、
実践的な機械設計につながります。


















コメント